
فورجینگ یا آهنگری یکی از مهمترین فرایندهای شکلدهی فلزات در صنعت است که نقش اساسی در تولید قطعات فلزی مقاوم، دقیق و بادوام دارد. در این روش، فلز تحت نیروی فشاری شدید قرار میگیرد و با استفاده از ابزارهایی مانند چکش، پتک، پرس یا غلتک، به شکل موردنظر تبدیل میشود. آهنگری از قدیمیترین روشهای فلزکاری در جهان محسوب میشود و ریشه آن به دوران باستان بازمیگردد؛ زمانی که انسانهای اولیه با حرارت دادن فلز و کوبیدن آن با ابزارهای سنگی، وسایل موردنیاز خود را تولید میکردند.
در فرایند فورجینگ، دو عامل اصلی یعنی حرارت و نیرو نقش تعیینکننده دارند. حرارت باعث افزایش شکلپذیری فلز میشود و نیروی فشاری، ساختار قطعه را به فرم مطلوب تغییر میدهد. امروزه با پیشرفت فناوری، فورجینگ به یکی از روشهای اصلی تولید قطعات صنعتی در حوزههایی مانند خودروسازی، نفت و گاز، ماشینسازی، نیروگاه، صنایع معدنی و تجهیزات سنگین تبدیل شده است.
از آنجا که انتخاب ماده اولیه مناسب، بهویژه فولادهای آلیاژی، تأثیر مستقیمی بر کیفیت، استحکام و هزینه نهایی قطعه دارد، بررسی عواملی مانند قیمت فولاد آلیاژی نیز در کنار شناخت فرایند فورجینگ اهمیت زیادی پیدا میکند. در ادامه، با مفهوم فورج، مراحل انجام آن، انواع روشهای آهنگری، مواد قابل فورج، مزایا، معایب، عیوب احتمالی و نقش عملیات حرارتی در کیفیت نهایی قطعات فورجشده آشنا میشویم.
فورج چیست؟
فورج یا آهنگری، فرایندی است که در آن فلز با اعمال نیروی فشاری متمرکز تغییر شکل میدهد. این نیرو میتواند بهصورت ضربهای، تدریجی یا پیوسته به قطعه وارد شود. هدف اصلی فورج، تولید قطعهای با شکل مشخص، استحکام بالا و ساختار داخلی متراکمتر است.
در این فرایند، قطعه اولیه که معمولاً به آن لقمه یا بیلت گفته میشود، بین دو قالب یا زیر ابزار آهنگری قرار میگیرد. سپس با اعمال نیرو، فلز جریان پیدا میکند و شکل قالب یا ابزار را به خود میگیرد. در برخی روشها، بخشی از ماده اضافی از اطراف قالب خارج میشود که به آن فلاش یا پلیسه میگویند. این بخش پس از پایان عملیات از قطعه جدا میشود.
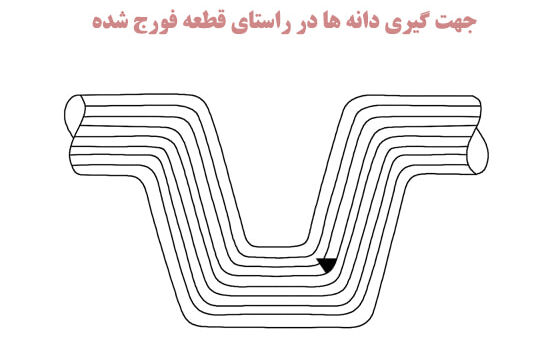
یکی از مهمترین ویژگیهای فورجینگ این است که برخلاف برخی روشهای تولید، ساختار دانهبندی فلز را در راستای شکل قطعه هدایت میکند. همین موضوع باعث افزایش استحکام، مقاومت به ضربه، مقاومت به خستگی و دوام قطعه در شرایط کاری سخت میشود.
مراحل فرآیند فورجینگ (آهنگری)
روشهای گوناگونی برای عملیات فورجینگ وجود دارد. بسته به نوع فلز، یکی از فرایندهای فورجینگ مورداستفاده قرار میگیرد. عملیات فورجینگ را تقریباً روی هر فلزی میتوان انجام داد.
- آماده سازی اولیه و تمیزکاری
- حرارت دادن قطعه کار (آهنگری داغ)
- پوسته زدایی در صورت لزوم
- پیش گرم کردن و روغن کاری قالب ها (آهنگری داغ)
- آهنگری در قالب های مناسب و با توالی صحیح
- برداشتن ماده اضافی (پلیسه یا فلش)
- تمیزکاری
- کنترل ابعادی
- کم کردن ابعاد در صورت لزوم
- ماشین کاری برای رسیدن به ابعاد نهایی
- عملیات حرارتی در صورت لزوم
- بازرسی و کنترل کیفیت
مراحل اصلی فرایند فورجینگ
مراحل فورجینگ با توجه به نوع روش تولید و جنس قطعه میتواند تغییر کند، اما بهطور کلی شامل موارد زیر است:
- انتخاب ماده اولیه مناسب
- برش بیلت یا لقمه در ابعاد موردنیاز
- تمیزکاری اولیه سطح قطعه
- حرارتدهی قطعه در صورت انجام فورج گرم یا داغ
- پوستهزدایی در صورت ایجاد اکسید سطحی
- پیشگرم کردن قالبها در صورت نیاز
- روانکاری قالب برای کاهش اصطکاک
- قرار دادن قطعه در قالب یا زیر ابزار فورج
- اعمال فشار یا ضربه برای شکلدهی
- حذف فلاش یا پلیسه اضافی
- تمیزکاری نهایی قطعه
- کنترل ابعادی و ظاهری
- ماشینکاری در صورت نیاز
- عملیات حرارتی متناسب با جنس و کاربرد قطعه
- بازرسی نهایی و کنترل کیفیت
اجرای دقیق هر یک از این مراحل تأثیر مستقیمی بر کیفیت نهایی قطعه دارد. برای مثال، کنترل دمای قطعه در هنگام فورج بسیار مهم است؛ زیرا دمای بیش از حد میتواند باعث اکسیداسیون شدید یا رشد دانهها شود و دمای پایین نیز ممکن است ترکخوردگی یا پر نشدن کامل قالب را به همراه داشته باشد.
چه فلزاتی قابلیت فورجکاری دارند؟
تقریباً بسیاری از فلزات و آلیاژها را میتوان تحت عملیات فورجینگ قرار داد، اما میزان موفقیت و کیفیت نهایی فرایند به ترکیب شیمیایی، دمای شکلدهی، چقرمگی، سختی و قابلیت تغییر شکل ماده بستگی دارد.
مهمترین مواد قابل استفاده در فورجینگ عبارتاند از:
- فولادهای کربنی
- فولادهای آلیاژی مانند CK45، MO40، VCN و فولادهای ابزار
- فولاد زنگنزن
- آلومینیوم و آلیاژهای آن
- تیتانیوم و آلیاژهای تیتانیوم
- مس و آلیاژهای مس
- برنج
- نیکل و آلیاژهای پایه نیکل
- کبالت و آلیاژهای مقاوم به حرارت
در میان این مواد، فولادهای آلیاژی به دلیل استحکام بالا، قابلیت عملیات حرارتی، مقاومت سایشی و کاربرد گسترده در صنایع سنگین، جایگاه ویژهای در فرایند فورجینگ دارند. قطعاتی مانند شافت، چرخدنده، فلنج، میللنگ، اتصالات صنعتی، ابزارهای مکانیکی و قطعات تحت فشار معمولاً از فولادهای آلیاژی فورجشده تولید میشوند.

نقش آنیل در فرایند فورجینگ
آنیل کردن یا Annealing یکی از عملیات حرارتی مهم در صنعت فلزات است که گاهی پیش یا پس از فورجینگ انجام میشود. هدف از آنیل، کاهش سختی، افزایش انعطافپذیری، بهبود ماشینکاری و کاهش تنشهای داخلی قطعه است.
در این فرایند، فلز تا دمای مشخصی گرم میشود و برای مدت معینی در آن دما نگه داشته میشود. سپس سرد شدن قطعه بهصورت کنترلشده انجام میگیرد. نوع فولاد، ترکیب شیمیایی، ابعاد قطعه و خواص نهایی مورد انتظار، دمای آنیل و سرعت سرد شدن را تعیین میکنند.
آنیلکاری بهویژه برای قطعاتی اهمیت دارد که پس از فورج باید ماشینکاری شوند یا نیاز به شکلپذیری بیشتر دارند. در بسیاری از فولادهای آلیاژی، اجرای صحیح آنیل باعث کاهش احتمال ترک، بهبود ساختار متالورژیکی و آمادهسازی قطعه برای عملیات بعدی میشود.
شکلدهی در فورجینگ
پس از آمادهسازی و رسیدن فلز به شرایط مناسب، مرحله شکلدهی آغاز میشود. در این مرحله، قطعه تحت تنشهای فشاری قرار میگیرد و با توجه به نوع قالب یا ابزار های فورجینگ فولاد، فرم نهایی خود را پیدا میکند.
روشهای مختلفی برای شکلدهی در فورجینگ وجود دارد، از جمله:
- چکشکاری
- پرسکاری
- فشردهسازی
- خمکاری
- قالبگیری فلزی
- نورد فورج
- کوبش تدریجی یا ضربهای
در اثر اعمال فشار، ساختار دانهبندی فلز تغییر میکند و در راستای جریان ماده قرار میگیرد. این ویژگی یکی از دلایل اصلی برتری قطعات فورجشده نسبت به بسیاری از قطعات ریختهگریشده است. در قطعات فورجشده، تخلخل داخلی کمتر، چگالی بالاتر و مقاومت مکانیکی بهتری دیده میشود.
افزایش سختی و استحکام در قطعات فورجشده
یکی از نتایج مهم فورجینگ، افزایش استحکام و بهبود خواص مکانیکی قطعه است. هنگام اعمال نیرو، فلز فشرده میشود و ساختار داخلی آن تراکم بیشتری پیدا میکند. این فرایند باعث کاهش عیوب داخلی، بهبود جهتگیری دانهها و افزایش مقاومت قطعه در برابر ضربه و خستگی میشود.
در فورج سرد، معمولاً سختی قطعه به دلیل کارسختی افزایش پیدا میکند. اما در فورج گرم و داغ، به دلیل دمای بالاتر، امکان تغییر شکل بیشتر و کاهش تنشهای لحظهای وجود دارد. به همین دلیل، انتخاب روش مناسب فورج باید بر اساس نوع ماده، شکل قطعه، دقت ابعادی و خواص مکانیکی موردنیاز انجام شود.
انواع فورجینگ بر اساس دما
یکی از رایجترین دستهبندیهای فرایند فورجینگ، تقسیم آن بر اساس دمای کاری است. بر این اساس، آهنگری به سه گروه اصلی فورج سرد، فورج گرم و فورج داغ تقسیم میشود.
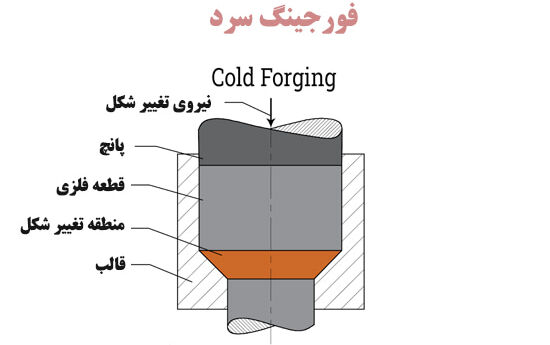
فورج سرد یا Cold Forging
فورج سرد در دمای محیط یا دمایی نزدیک به آن انجام میشود. در این روش، قطعه بدون حرارتدهی قابلتوجه شکل داده میشود. فورج سرد معمولاً برای فلزات نرمتر یا قطعاتی با ابعاد کوچکتر استفاده میشود.
مزیت اصلی فورج سرد، دقت ابعادی بالا و کیفیت سطحی مناسب است. چون قطعه در معرض دمای بالا قرار نمیگیرد، اکسیداسیون سطحی کمتر رخ میدهد و محصول نهایی ظاهر تمیزتری دارد. با این حال، نیروی موردنیاز در این روش زیاد است و برای بسیاری از فولادهای سخت یا قطعات بزرگ، اجرای آن دشوار یا غیرممکن خواهد بود.
فورج سرد بیشتر برای تولید قطعاتی مانند پیچ، مهره، پین، قطعات کوچک صنعتی و برخی اجزای دقیق فلزی کاربرد دارد.

فورج گرم یا Warm Forging
فورج گرم در دمایی بالاتر از دمای محیط اما پایینتر از محدوده فورج داغ انجام میشود. این روش تا حدی مزایای فورج سرد و داغ را همزمان دارد. در فورج گرم، شکلپذیری فلز نسبت به فورج سرد بیشتر است و در عین حال، اکسیداسیون و افت دقت ابعادی نسبت به فورج داغ کمتر خواهد بود.
این روش برای قطعاتی مناسب است که نیاز به شکلدهی بهتر از فورج سرد دارند، اما دقت ابعادی و کیفیت سطح نیز در آنها اهمیت دارد. کنترل دقیق دما در فورج گرم اهمیت زیادی دارد؛ زیرا نوسان دما میتواند باعث تغییر خواص ماده و ناهماهنگی در کیفیت قطعه شود.
فورج داغ یا Hot Forging
فورج داغ در دمایی بالاتر از دمای تبلور مجدد فلز انجام میشود. در این حالت، فلز شکلپذیری بسیار بالایی پیدا میکند و میتوان قطعات بزرگ، پیچیده و مقاوم را با نیروی کمتر تولید کرد.
فورج داغ برای فولادها و آلیاژهایی که در دمای محیط شکلپذیری کمی دارند، بسیار کاربردی است. البته دمای بالا میتواند باعث ایجاد پوسته اکسیدی، کاهش دقت ابعادی و نیاز به ماشینکاری نهایی شود. با این حال، به دلیل قابلیت تولید قطعات سنگین و صنعتی، فورج داغ یکی از پرکاربردترین روشهای آهنگری در صنایع فولادی است.
انواع فورجینگ بر اساس دقت ابعادی
فرایند فورج را میتوان از نظر دقت ابعادی نیز به دو گروه کلی فورج دقیق و فورج معمولی تقسیم کرد.
فورج دقیق
در فورج دقیق، قطعه با کمترین مقدار ماده اضافی و با دقت ابعادی بالا تولید میشود. هدف این روش، کاهش نیاز به ماشینکاری پس از فورج و تولید قطعهای نزدیک به شکل نهایی است.
فورج دقیق معمولاً در تولید قطعات حساس، پرتیراژ و دارای تلرانس محدود کاربرد دارد. این روش نیازمند طراحی دقیق قالب، کنترل مناسب دما، روانکاری صحیح و تجهیزات پیشرفته است. اگرچه هزینه اولیه قالب و تجهیزات در این روش بالاست، اما در تولید انبوه میتواند باعث کاهش هزینه نهایی شود.
فورج معمولی
در فورج معمولی، قطعه پس از خروج از قالب معمولاً نیاز به ماشینکاری، اصلاح ابعادی یا عملیات تکمیلی دارد. دقت این روش نسبت به فورج دقیق کمتر است، اما انعطافپذیری بیشتری در تولید قطعات متنوع دارد.
فورج معمولی برای قطعات بزرگ، سنگین یا قطعاتی که تلرانس ابعادی بسیار سختگیرانه ندارند، گزینه مناسبی است. همچنین فشار وارد بر قالب در این روش معمولاً کمتر است و هزینه نگهداری قالب میتواند پایینتر باشد.
انواع روشهای فورج بر اساس نوع دستگاه و قالب
فورجینگ از نظر نوع تجهیزات، قالب و شیوه اعمال نیرو به روشهای مختلفی انجام میشود. هر یک از این روشها برای نوع خاصی از قطعات و شرایط تولید مناسب هستند.
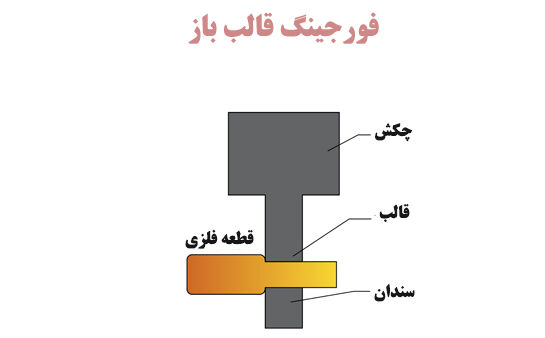
فورج قالب باز
فورج قالب باز یا Open Die Forging یکی از روشهای پرکاربرد آهنگری است که در آن قطعه بهطور کامل درون قالب بسته محصور نمیشود. در این روش، فلز بین دو سطح ساده یا نیمهساده قرار میگیرد و با اعمال ضربه یا فشار، به شکل موردنظر نزدیک میشود.
در فورج قالب باز، ماده میتواند در جهات مختلف جریان پیدا کند. این روش برای تولید قطعات بزرگ و سنگین مانند شافتهای صنعتی، محورهای بلند، رینگها، بلوکهای فولادی و قطعات نیروگاهی کاربرد زیادی دارد. کنترل شکل نهایی در این روش به مهارت اپراتور، نوع دستگاه و تعداد مراحل شکلدهی بستگی دارد.
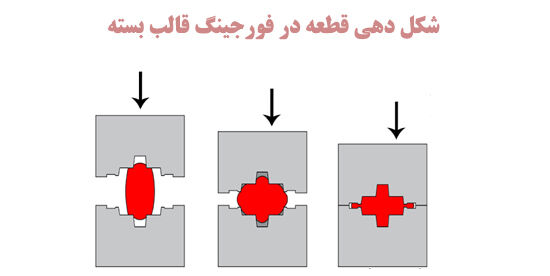
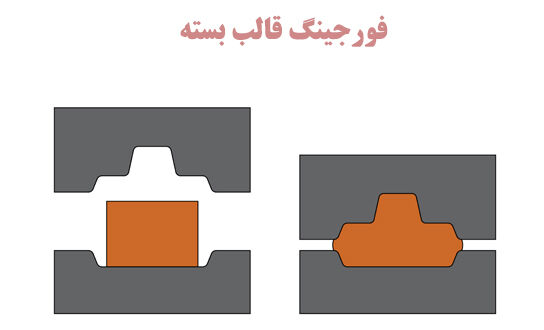
فورج قالب بسته
فورج قالب بسته یا Closed Die Forging روشی است که در آن قطعه درون حفره قالب قرار میگیرد و با اعمال فشار یا ضربه، شکل دقیقتری پیدا میکند. قالب معمولاً از دو نیمه تشکیل شده است؛ یکی نقش قالب زیرین و دیگری نقش قالب بالایی یا چکش را دارد.
در این روش، فلز با پر کردن فضای قالب به فرم نهایی نزدیک میشود. بخشی از ماده اضافی نیز ممکن است بهصورت فلاش از اطراف قالب خارج شود. فورج قالب بسته برای تولید قطعات با شکل پیچیده، تیراژ بالا و استحکام زیاد مناسب است. قطعاتی مانند چرخدنده، میللنگ، اتصالات صنعتی، بازوهای مکانیکی و قطعات خودرو معمولاً با این روش تولید میشوند.
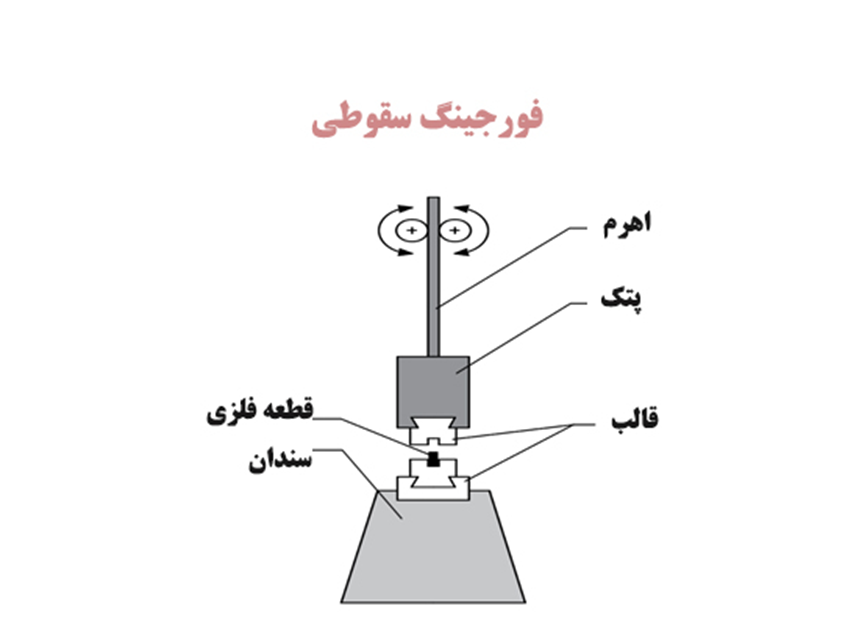
آهنگری سنتی با چکش و سندان
آهنگری سنتی قدیمیترین شکل فورجینگ است که با استفاده از چکش، سندان و کوره انجام میشود. در این روش، آهنگر پس از گرم کردن فلز، با ضربات کنترلشده چکش، آن را به شکل موردنظر درمیآورد.
مزیت اصلی این روش، سادگی تجهیزات و امکان تولید قطعات سفارشی یا کمتیراژ است. با این حال، آهنگری دستی نیاز به مهارت بالا دارد و از نظر دقت، سرعت و تکرارپذیری با روشهای صنعتی قابل مقایسه نیست. امروزه این روش بیشتر در تولید ابزارهای خاص، کارهای هنری، قطعات سفارشی و برخی تعمیرات صنعتی استفاده میشود.
فورج نوردی
فورج نوردی یا Roll Forging روشی است که در آن قطعه از میان دو غلتک چرخان عبور میکند. این غلتکها با اعمال فشار، سطح مقطع قطعه را کاهش داده و طول آن را افزایش میدهند.
این روش برای تولید قطعات کشیده، میلهها، تیغهها، ابزارهای دستی، محورهای خاص و قطعاتی که نیاز به کاهش تدریجی سطح مقطع دارند، استفاده میشود. غلتکها ممکن است صاف یا شیاردار باشند و شکل نهایی قطعه بر اساس طراحی آنها تعیین میشود.
فورج دوار
فورج دوار یا Rotary Forging نوعی فرایند شکلدهی است که در آن نیروی فورج بهصورت موضعی و پیوسته به قطعه وارد میشود. در این روش، محور قالب بالایی نسبت به قالب پایینی دارای انحراف است و همین موضوع باعث میشود فشار فقط روی بخش کوچکی از سطح قطعه اعمال شود.
این روش به نیروی کمتری نسبت به فورج معمولی نیاز دارد و برای تولید قطعاتی مانند فلنج، چرخدنده، توپی، بادامک و یاتاقانهای خاص کاربرد دارد. طراحی و نگهداری قالب در فورج دوار اهمیت زیادی دارد، زیرا زاویه انحراف و حرکت قالبها روی کیفیت نهایی قطعه اثر مستقیم میگذارد.
فورج آپست داغ
فورج آپست داغ یا Hot Upset Forging برای افزایش سطح مقطع بخشی از قطعه استفاده میشود. در این روش، انتهای یک میله، لوله یا قطعه با مقطع یکنواخت حرارت داده میشود و سپس با اعمال فشار، قطر یا ضخامت آن بخش افزایش پیدا میکند.
این روش در تولید پیچها، کوپلینگها، اتصالات، شیرآلات صنعتی، قطعات موتور و اجزای دارای سر پهن کاربرد دارد. فورج آپست یکی از روشهای مهم آهنگری ماشینی محسوب میشود و به دلیل سادگی نسبی، در بسیاری از خطوط تولید صنعتی استفاده میشود.
فورج شعاعی
فورج شعاعی یا Radial Forging نوعی آهنگری قالب باز است که در آن چند قالب بهصورت شعاعی به قطعه ضربه یا فشار وارد میکنند. قطعه میتواند بهصورت محوری یا دورانی حرکت کند و همزمان تحت ضربات قالبها قرار گیرد.
این روش برای کاهش قطر، تولید محورهای پلهای، لولهها، پروفیلهای داخلی و خارجی و قطعات استوانهای دقیق کاربرد دارد. در برخی موارد، از ماندرل در داخل لوله استفاده میشود تا شکل داخلی قطعه نیز کنترل شود.
فورج شعاعی به دلیل کنترل مناسب ابعاد و امکان تولید قطعات بلند، در صنایع نظامی، هوافضا، نفت و گاز و ماشینسازی اهمیت زیادی دارد.
فورج با نرخ انرژی بالا
فورج با نرخ انرژی بالا یا High Energy Rate Forging که به اختصار HERF نامیده میشود، نوعی فورج قالب بسته است که در آن انرژی زیادی در مدتزمان بسیار کوتاه به قطعه وارد میشود. این انرژی معمولاً از طریق گاز فشرده یا سیستمهای پرسرعت تأمین میشود.
در این روش، سرعت تغییر شکل بسیار بالاست و قطعه معمولاً در یک یا چند کورس محدود به شکل نهایی نزدیک میشود. HERF میتواند بهصورت گرم یا سرد انجام شود و برای تولید قطعاتی با شکل پیچیده و خواص مکانیکی خاص مورد استفاده قرار گیرد.
فورج پودری
فورج پودری ترکیبی از متالورژی پودر و فرایند فورجینگ است. در این روش، ابتدا پودر فلزی در قالب فشرده میشود و قطعه اولیه یا پریفرم تولید میگردد. سپس این قطعه تحت حرارت و فشار قرار میگیرد تا چگالی، استحکام و خواص مکانیکی آن افزایش پیدا کند.
فورج پودری برای تولید قطعاتی با دقت بالا، خواص یکنواخت و حداقل ضایعات کاربرد دارد. این روش در صنایع خودروسازی، تولید چرخدنده، قطعات دقیق و اجزای مقاوم به سایش استفاده میشود.
سکهزنی
سکهزنی یا Coining نوعی فورج قالب بسته است که معمولاً بهصورت سرد انجام میشود. در این روش، فشار بسیار زیادی به قطعه وارد میشود تا جزئیات دقیق قالب روی سطح فلز ایجاد شود.
این روش برای تولید سکه، مدال، نشان، قطعات تزئینی و برخی قطعات دقیق صنعتی کاربرد دارد. در سکهزنی، فشار واردشده ممکن است چند برابر استحکام ماده باشد تا جزئیات قالب با دقت بالا روی قطعه منتقل شود.
مزایای فورجینگ
فورجینگ به دلیل تأثیر مثبت بر ساختار داخلی فلز، یکی از روشهای ارزشمند تولید قطعات صنعتی محسوب میشود. مهمترین مزایای این روش عبارتاند از:
- افزایش استحکام مکانیکی قطعه
- بهبود مقاومت به ضربه و خستگی
- کاهش تخلخل و عیوب داخلی نسبت به ریختهگری
- ایجاد جریان دانهبندی مطلوب در راستای شکل قطعه
- امکان تولید قطعات سنگین و پرکاربرد صنعتی
- کاهش ضایعات در برخی روشهای فورج
- قابلیت تولید قطعات پیچیده با قالب مناسب
- افزایش دوام قطعه در شرایط کاری سخت
- امکان استفاده از فولادهای آلیاژی و فلزات مقاوم
- مناسب بودن برای تولید انبوه در برخی قطعات
به همین دلیل، قطعات فورجشده در بخشهایی استفاده میشوند که ایمنی، دوام و استحکام اهمیت زیادی دارد.
معایب و محدودیتهای فورجکاری
با وجود مزایای زیاد، فورجینگ محدودیتهایی نیز دارد. یکی از مهمترین چالشهای این روش، هزینه بالای تجهیزات، قالبها و ماشینآلات است. طراحی و ساخت قالبهای فورج بهویژه برای قطعات پیچیده، نیازمند دقت بالا و سرمایهگذاری اولیه قابلتوجه است.
همچنین اجرای فرایند فورج نیاز به نیروی متخصص، کنترل دقیق دما، انتخاب صحیح ماده اولیه و تجهیزات مناسب دارد. در صورت عدم کنترل صحیح، ممکن است قطعه دچار ترک، پر نشدن قالب، اعوجاج، پوسته اکسیدی یا عیوب سطحی شود.
از دیگر محدودیتهای فورج میتوان به صدای زیاد، لرزش، مصرف انرژی بالا در فورج داغ و نیاز به عملیات تکمیلی مانند ماشینکاری و عملیات حرارتی اشاره کرد. با این حال، در بسیاری از کاربردهای صنعتی، مزایای مکانیکی قطعات فورجشده این محدودیتها را توجیه میکند.
عیوب احتمالی در فورجکاری
اگر فرایند فورجینگ بهدرستی طراحی و کنترل نشود، ممکن است عیوب مختلفی در قطعه ایجاد شود. برخی از رایجترین عیوب فورجکاری عبارتاند از:
- ترکهای سطحی یا داخلی
- پر نشدن کامل قالب
- جابهجایی یا عدم انطباق قالبها
- ایجاد پلیسه بیش از حد
- چالهها و فرورفتگیهای سطحی
- پوسته اکسیدی شدید
- تاببرداشتگی قطعه
- حبس اکسید یا ناخالصی در داخل قطعه
- ایجاد حفره یا ناپیوستگی داخلی
- دانهبندی نامناسب به دلیل کنترل نادرست دما
برای کاهش این عیوب، باید عواملی مانند دمای قطعه، سرعت تغییر شکل، طراحی قالب، روانکاری، جنس ماده اولیه، نیروی دستگاه و عملیات حرارتی بهدقت کنترل شوند.
استانداردهای فورج فولادی
در تولید قطعات فورجشده، رعایت استانداردهای معتبر صنعتی نقش مهمی در تضمین کیفیت، ایمنی و عملکرد قطعه دارد. استانداردهایی مانند ASTM، AISI، SAE، DIN و EN مشخصات فنی مربوط به ترکیب شیمیایی، خواص مکانیکی، روش تولید، عملیات حرارتی، آزمونها و الزامات کنترل کیفیت را تعیین میکنند.
برای مثال، در قطعات فولادی فورجشده، استانداردها میتوانند محدوده عناصر آلیاژی، حداقل استحکام کششی، سختی، چقرمگی، روش نمونهبرداری، تستهای غیرمخرب و شرایط عملیات حرارتی را مشخص کنند.
رعایت این استانداردها بهویژه در صنایع حساس مانند نفت و گاز، خودروسازی، نیروگاه، حملونقل ریلی، صنایع نظامی و ماشینآلات سنگین اهمیت زیادی دارد. زیرا کوچکترین نقص در قطعه فورجشده ممکن است باعث شکست زودهنگام، توقف خط تولید یا بروز خسارتهای جدی شود.
کاربردهای فورجینگ در صنعت
فورجینگ به دلیل تولید قطعات مقاوم و قابلاعتماد، در بسیاری از صنایع کاربرد دارد. برخی از مهمترین کاربردهای آن عبارتاند از:
- تولید میللنگ و شاتون در صنعت خودرو
- تولید چرخدنده و قطعات انتقال قدرت
- ساخت فلنج، شیرآلات و اتصالات صنعتی
- تولید شافت، محور و قطعات دوار
- ساخت ابزارآلات دستی و صنعتی
- تولید قطعات ماشینآلات معدنی
- ساخت قطعات توربین و تجهیزات نیروگاهی
- تولید قطعات مقاوم به فشار در نفت و گاز
- تولید قطعات هوافضا و تجهیزات حساس
- ساخت قطعات سنگین مورد استفاده در صنایع فولاد و سیمان
در تمام این کاربردها، انتخاب فولاد مناسب و اجرای صحیح فرایند فورج و عملیات تکمیلی، نقش مهمی در افزایش عمر مفید قطعه دارد.
نقش عملیات حرارتی در کیفیت قطعات فورجشده
عملیات حرارتی یکی از مراحل مهم پس از فورجینگ است که برای بهبود خواص مکانیکی و متالورژیکی قطعه انجام میشود. قطعه فورجشده پس از شکلدهی ممکن است دارای تنشهای داخلی، سختی نامتعادل یا ساختار دانهای نامناسب باشد. عملیات حرارتی کمک میکند این مشکلات کنترل شوند و قطعه به خواص موردنظر برسد.
برخی از عملیات حرارتی رایج برای قطعات فورجشده عبارتاند از:
- آنیل برای کاهش سختی و افزایش قابلیت ماشینکاری
- نرماله برای یکنواختسازی ساختار و بهبود خواص مکانیکی
- سختکاری برای افزایش سختی و مقاومت سایشی
- تمپرینگ برای کاهش شکنندگی پس از سختکاری
- تنشزدایی برای کاهش تنشهای پسماند
- کوئنچ و تمپر برای دستیابی به ترکیب مناسب سختی و چقرمگی
انتخاب نوع عملیات حرارتی باید بر اساس نوع فولاد، ابعاد قطعه، شرایط کاری و خواص نهایی مورد انتظار انجام شود. برای مثال، قطعهای که در معرض سایش شدید قرار دارد، به سختی سطحی بالاتری نیاز دارد؛ اما قطعهای که تحت ضربه کار میکند، باید چقرمگی مناسبی داشته باشد.
مجموعه حامیران علاوه بر تأمین فولادهای صنعتی و آلیاژی موردنیاز برای فرایند فورجینگ، خدمات تخصصی عملیات حرارتی قطعات فولادی را نیز ارائه میدهد. این خدمات شامل آنیل، نرماله، سختکاری، تمپرینگ، تنشزدایی و سایر فرایندهای حرارتی متناسب با نوع فولاد و کاربرد نهایی قطعه است. اجرای صحیح عملیات حرارتی باعث افزایش سختی، بهبود چقرمگی، کاهش تنشهای داخلی، افزایش مقاومت سایشی و ارتقای عمر کاری قطعات فورجشده میشود.







