
معرفی جوشکاری الکترواسلگ
جوشکاری الکترواسلگ یک فرآیند جوشکاری است که به کمک حرارت الکتریکی و با استفاده از سرباره (اسلگ) انجام می شود. در این روش، الکترود به صورت عمودی در میان دو قطعه فلزی قرار می گیرد و سرباره ذوب شده نقش مهمی در ایجاد اتصال بین فلزات ایفا می کند. این روش به دلیل سرعت بالا و عدم نیاز به چندین پاس جوشکاری، گزینه ای کارآمد برای اتصال قطعات فلزی ضخیم است.ویژگی های جوشکاری الکترواسلگ
این نوع جوشکاری به دلیل مزایای منحصر به فردی همچون سرعت بالا و مقاومت در برابر ترک، در پروژه های صنعتی بزرگ نظیر پل سازی و ساخت تجهیزات صنعتی استفاده می شود. یکی از ویژگی های بارز این روش، توانایی جوشکاری در ضخامت های بالا بدون نیاز به چندین لایه جوش است.
مزایای جوشکاری الکترواسلگ
- کارآیی بالا: جوشکاری الکترواسلگ با سرعت بالا انجام می شود و نیاز به پاس های متعدد جوش ندارد، بنابراین در زمان و هزینه صرفه جویی می شود.
- کیفیت جوش: این روش مقاومت بسیار بالایی دارد و مناسب برای اتصالاتی است که نیاز به مقاومت در برابر فشارهای سنگین دارند.
- قابلیت استفاده در ضخامت های بالا: الکترواسلگ به طور ویژه برای جوشکاری فلزات ضخیم طراحی شده و در صنایع ساخت و ساز و کشتی سازی کاربرد فراوانی دارد.
کاربردهای جوشکاری الکترواسلگ
جوشکاری الکترواسلگ (Electroslag Welding) به دلیل توانایی در جوشکاری قطعات ضخیم و ایجاد اتصالات قوی، کاربردهای زیادی در صنایع سنگین دارد. این روش برای پروژه هایی که نیاز به اتصالات پایدار و مقاوم دارند، بسیار مناسب است. در ادامه به برخی از کاربردهای اصلی این نوع جوشکاری می پردازیم:- صنعت کشتی سازی: در ساخت کشتی و قطعات دریایی، نیاز به جوش های قوی و مقاوم در برابر فشارهای بالا وجود دارد. جوشکاری الکترواسلگ امکان ایجاد اتصالات ضخیم و پایدار در بدنه کشتی را فراهم می کند، به ویژه برای اتصال بخش های بزرگ و تقویت ساختار کلی کشتی.
- ساخت پل ها: جوشکاری الکترواسلگ به دلیل سرعت بالا و مقاومت زیاد، در ساخت پل ها و سازه های سنگین بسیار کاربرد دارد. این روش به ایجاد اتصالات قوی بین بخش های فلزی مختلف کمک می کند، که برای تحمل بارهای سنگین ضروری است.
- صنایع ساختمانی و برج سازی: در پروژه های ساختمانی که نیاز به اتصالات بزرگ و مقاوم دارند، مانند برج ها و ساختمان های بلند، جوشکاری الکترواسلگ به عنوان یک گزینه مطمئن و کارآمد مورد استفاده قرار می گیرد.
- تجهیزات صنعتی سنگین: این روش در تولید تجهیزات سنگین مانند بویلرها، مخازن تحت فشار، و ماشین آلات صنعتی کاربرد دارد. جوشکاری الکترواسلگ به ایجاد اتصالاتی کمک می کند که توانایی تحمل شرایط سخت کاری و فشارهای بالا را دارند.
- خطوط لوله و انتقال: در خطوط لوله انتقال نفت و گاز که به مقاومت بالا در برابر فشار و ترک نیاز دارند، جوشکاری الکترواسلگ به دلیل قابلیت ایجاد جوش های ضخیم و با کیفیت، مورد استفاده قرار می گیرد.

مراحل جوشکاری الکترواسلگ
جوشکاری الکترواسلگ برای جوشکاری قطعات ضخیم به کار می رود و مراحل زیر را شامل می شود:- آماده سازی قطعات: ابتدا قطعات فلزی به صورت عمودی قرار می گیرند و فضای بین آنها با اسپیسر یا مواد دیگر پوشانده می شود تا فاصله مشخصی برای عبور جریان و مواد جوش وجود داشته باشد.
- قرار دادن الکترود: الکترود مخصوص جوشکاری الکترواسلگ در داخل فضای بین قطعات قرار می گیرد. این الکترود معمولاً به صورت سیم یا نوار می باشد و در حین عملیات جوشکاری به صورت خودکار تغذیه می شود.
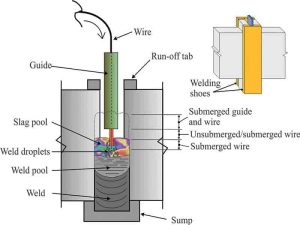
- شروع فرایند جوشکاری: با اعمال جریان برق، الکترود و پودر جوشکاری (یا فلاکس) ذوب می شوند. این مواد ذوب شده به عنوان فلز جوش عمل می کنند و فضای بین قطعات را پر می کنند. در این حالت، گرمای تولید شده از طریق مقاومت الکتریکی پودر ذوب شده حفظ می شود.
- تشکیل حوضچه جوش: مواد ذوب شده به صورت یک حوضچه جوش در فضای بین قطعات شکل می گیرد و به تدریج بالا می آید. فلز مذاب، به دلیل چگالی بالا، به سمت پایین می رود و موجب پیوند قوی بین قطعات فلزی می شود.
- خنک شدن و تکمیل جوشکاری: پس از تکمیل فرایند و پر شدن فضای بین قطعات، مواد جوش به آرامی خنک و جامد می شوند. در نهایت، یک اتصال قوی و یکنواخت بین قطعات ایجاد می شود.
 چگونه جوشکاری الکترواسلگ مناسبی داشته باشیم؟
برای دستیابی به یک جوشکاری الکترواسلگ با کیفیت بالا، استفاده از الکترودهای مرغوب بسیار حائز اهمیت است. فولاد حامیران، به عنوان نمایندگی الکترودهای آما، این نوع الکترودها را مستقیماً از کارخانه تولیدی آن عرضه می کند، تا اطمینان حاصل شود که کیفیت و دوام جوش به طور کامل تأمین شده و نیازهای پروژه های صنعتی برآورده گردد.
چگونه جوشکاری الکترواسلگ مناسبی داشته باشیم؟
برای دستیابی به یک جوشکاری الکترواسلگ با کیفیت بالا، استفاده از الکترودهای مرغوب بسیار حائز اهمیت است. فولاد حامیران، به عنوان نمایندگی الکترودهای آما، این نوع الکترودها را مستقیماً از کارخانه تولیدی آن عرضه می کند، تا اطمینان حاصل شود که کیفیت و دوام جوش به طور کامل تأمین شده و نیازهای پروژه های صنعتی برآورده گردد.






