
نورد (Rolling) یکی از حیاتیترین روشهای شکلدهی فلزات است که در آن شمش یا ورق فلزی از میان دو یا چند غلتک در حال چرخش عبور میکند تا ضخامت آن کاهش یافته و به شکل مورد نظر برسد. فرآیند نورد قلب تپنده صنایع فولاد است و تقریباً تمام محصولات فولادی که در اطراف خود میبینید (از بدنه خودرو تا تیرآهن ساختمان) به نوعی از این فرآیند عبور کردهاند.
برای درک بهتر هزینههای تولید و انتخاب متریال مناسب، بررسی قیمت ورق و سایر محصولات نوردی اولین گام برای پیمانکاران و صنعتگران است؛ زیرا ضخامت و کیفیت نهایی محصول که در فرآیند نورد تعیین میشود، تأثیر مستقیمی بر قیمت تمام شده دارد.
فرآیند نورد چگونه انجام میشود؟
در دستگاه نورد، فلز تحت فشار سنگین غلتکها قرار میگیرد. این فشار نه تنها ضخامت را کم میکند، بلکه باعث میشود ساختار دانهبندی فلز بهبود یافته و خواص مکانیکی آن (مثل استحکام و مقاومت) تقویت شود. هدف اصلی از نورد، تبدیل شمشهای بزرگ (مانند بیلت و بلوم) به مقاطع کاربردیتر مثل ورق، تیرآهن، نبشی و میلگرد است.
انواع فرایند نورد
اصلیترین دستهبندی نورد بر اساس دمای عملیات است. انتخاب بین این دو روش به کاربرد نهایی محصول بستگی دارد. برای درک عمیقتر تفاوتهای فنی این دو روش، پیشنهاد میکنیم مقاله تخصصی تفاوت نورد گرم و نورد سرد در تولید ورق فولادی را مطالعه کنید.
- نورد گرم؛
- نورد سرد؛
- نورد تیرآهن؛
- نورد پشت سر هم؛
- نورد نخ؛
- نورد حلقه.
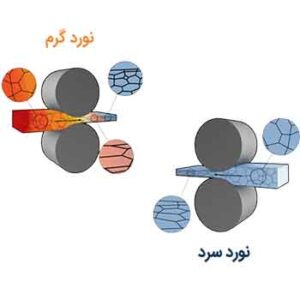
انواع فرایند نورد بر اساس دمایی که در آن صورت میگیرد، شامل دو نوع سرد و گرم است: نورد سرد در دمای کمتر از دمای تبلور فلز یعنی همان دمای اتاق انجام میشود و نورد گرم در دمای بالاتر از دمای تبلور فلز. نورد سرد و گرم چیست؟ در ادامه با ما همراه باشید تا به بررسی هریک بپردازیم:
نورد گرم
آنچه در فرایند نورد گرم بسیار مهم است، کنترل و تنظیم دما در این عملیات میباشد. باید دمای یکنواخت که از دمای تبلور مجدد فلز بیشتر است را در تمام نواحی قطعه تنظیم کنیم. بیشتر بودن دما نسبت به دمای تبلور باعث افزایش شکلپذیری فولاد میشود. در عملیات نورد گرم، قطعات فلزی که به آن شمش نیز گفته میشود، در دستگاه نورد قرار میگیرد. بعد، با ایجاد گرما و حرارت، محصول خروجی به صورت رول صاف درمیآید. سپس، رولها را در همان دما نگه میداریم و از میان غلتکهای دستگاه نورد عبور میدهیم. در نهایت، قطعه سرد میشود و انقباض در آن اتفاق میافتد. البته، خنک شدن محصول موجب میشود نتوانیم شکل نهایی آن را به صورت دقیق اندازهگیری کنیم. از اینرو، قطعات حاصل از نورد گرم در مواردی که دقیق بودن ابعاد حائز اهمیت است، کاربردی ندارد. محصولات حاصل از نورد گرم بیشتر به صورت میلگرد در عملیات جوشکاری، ساختوساز، ساخت ریل و تیرآهن استفاده میشود. در نورد گرم، فلز بالاتر از دمای تبلور مجدد خود گرم میشود. این امر باعث میگردد مواد شکلپذیرتر شوند و راحتتر تغییر شکل دهند. نورد گرم معمولاً برای تولید ورقها، صفحات و اشکال ساختاری استفاده میشود.
مزایای عملیات نورد گرم:
- محصولات نورد گرم به دلیل افزیش دما قابلیت شکلدهی بالایی دارند؛
- سرد شدن قطعات پس از نورد با دمای مناسب صورت میگیرد که از خشک شدن یا سخت شدن آن جلوگیری میکند؛
- قطعات حاصل از نورد گرم به پردازش کمتری نیاز دارد و با قیمت ارزانتری نسبت به قطعات نورد سرد به فروش میرسد.
نورد سرد
نورد سرد که با نام «CRC» نیز شناخته میشود، نوعی از انواع نورد و در واقع، همان نورد گرم است؛ ولی با پردازش بیشتر. فولادهای حاصل از دستگاه نورد سرد در مواردی که به قطعهای با ابعاد بسیار دقیق نیاز است، کاربرد دارند. این تلورانس ابعادی دقیق به دلیل انجام این فرآیند در دمای محیط است که بر خلاف نورد کردن گرم، دمای فلز باید کمتر از دمای تبلور مجدد آن باشد. این فرآیند کیفیت سطحی محصول را نیز بهبود میبخشد. در محصولات این نورد، تغییر شکل بدون استفاده از گرما صورت میگیرد و عموما از تنش مکانیکی به جای گرما برای تغییر ساختار فلز استفاده میشود. نورد سرد در دمای اتاق یا کمی بالاتر از آن انجام میگردد. این فرآیند برای بهبود سطح، دقت ابعادی و خواص مکانیکی فلز استفاده میشود. محصولات نورد سرد غالباً تحملهای سختتر و کیفیت سطح بهتری نسبت به محصولات نورد گرم دارند.
مزایای عملیات نورد سرد:
- زیبایی ظاهری و تلرانس دقیق؛
- حمل و نقل آسان؛
- تحمل و مقاومت بالا.
جدول مقایسه کاربردی نورد گرم و نورد سرد
| ویژگی | نورد گرم | نورد سرد |
|---|---|---|
| دما | بالاتر از دمای تبلور مجدد | دمای اتاق (کمتر از دمای تبلور) |
| دقت ابعادی | معمولی (به دلیل انقباض بعد از خنک شدن) | بسیار بالا و تلرانس دقیق |
| کیفیت سطح | زبر و دارای لایه اکسیدی (پوسته) | صاف، براق و صیقلی |
| قیمت تمام شده | ارزانتر | گرانتر (به دلیل مراحل پردازش بیشتر) |
| تنش داخلی | ندارد | دارد (ممکن است نیاز به عملیات حرارتی داشته باشد) |
آشنایی با انواع دستگاه نورد
دستگاههای نورد بر اساس چیدمان غلتکها در “قفسه”، به دستههای مختلفی تقسیم میشوند:
- قفسه دو غلتکی (Two-High): سادهترین نوع که شامل دو غلتک در جهت مخالف است.
- قفسه سه غلتکی (Three-High): برای کاهش زمان نورد بدون نیاز به معکوس کردن جهت حرکت غلتکها استفاده میشود.
- قفسه چهار غلتکی (Four-High): دارای دو غلتک کاری نازک و دو غلتک پشتیبان بزرگ است تا از خم شدن غلتکهای اصلی تحت فشار جلوگیری کند.
- نورد خوشهای (Cluster): برای تولید ورقهای بسیار نازک (مانند فویل آلومینیوم) با ضخامتهای در حد میکرون کاربرد دارد.
سایر روشهای نورد تخصصی
فرآیند نورد فقط مختص تولید ورق نیست و روشهای متنوع دیگری نیز دارد:
- نورد پشت سر هم (Tandem Rolling): مجموعهای از قفسهها که به صورت متوالی ضخامت ورق را کاهش میدهند.
- نورد رزوه (Thread Rolling): برای ایجاد شیار و رزوه روی پیچها و مهرهها با استحکام بالا.
- نورد حلقه (Ring Rolling): روشی برای تولید قطعات دایرهای بدون درز مانند رینگهای صنعتی و یاتاقانها.
تولید میلگرد و تیرآهن با روش نورد
تولید مقاطعی مثل میلگرد و تیرآهن عمدتاً به روش نورد گرم انجام میشود. شمشهای فولادی پس از خروج از کوره، از میان غلتکهایی با قالبهای خاص عبور میکنند تا به شکل تیرآهن یا نبشی درآیند. در تولید میلگرد، مرحله آخر شامل “آجزنی” توسط غلتکهای مخصوص است که برجستگیهای روی میلگرد را ایجاد میکند.
استانداردهای بینالمللی در صنعت نورد
برای تضمین ایمنی و کیفیت محصولات نوردی، رعایت استانداردهای جهانی الزامی است:
- ASTM A36: مخصوص فولادهای کربنی ساختمانی.
- EN 10025: استاندارد اروپا برای محصولات فولادی نورد گرم.
- JIS G3101: استاندارد ژاپن برای فولادهای ساختمانی عمومی.
ورق های فولادی نورد های گرم بهتر است یا نورد های سرد؟
دستگاه نورد ورق دارای قفسهها، غلطکها، یاتاقانها و یک محفظه جهت محافظت از قطعات است. برای ورق میتوان از دستگاه نورد دو غلطکی استفاده نمود. در این دستگاه با چرخش دوطرفه غلطکها ضخامت قطعه هربار کاهش مییابد و بیشترین کاهش در سطح مقطع صورت میگیرد. در این روش، ورق بین دو غلطک تغییر شکل میدهد و بیشترین کاهش در سطح آن صورت میگیرد. استانداردهای نورد مانند ASTM، EN، JIS،ISO و GOSTبرای تضمین کیفیت و ایمنی در تولید مواد فلزی به کار میروند. هرکدام از آنها ویژگیهای خاصی مانند خواص مکانیکی، ترکیب شیمیایی و ابعاد مواد نوردشده را مشخص میکنند. به عنوان مثال،ASTM A36 برای فولادهای کربنی ساختمانی، EN 10025 برای فولادهای ساختمانی نورد گرم و JIS G3101 برای فولادهای ساختمانی در ژاپن تنظیم شدهاند. این استانداردها به تولیدکنندگان کمک میکنند محصولات باکیفیت و قابل اعتمادی ارائه دهند. همچنین، به مهندسان اطمینان میدهند مواد مورد استفاده در پروژهها مطابق با الزامات فنی و ایمنی است. رعایت این استانداردها در نورد به تولید محصولات یکنواخت و با عملکرد مطلوب کمک میکند.
فولاد حامیران؛ مرجعی مطمئن برای تأمین و مشاوره در زمینه نورد
در پایان، باید تأکید کرد که نورد بهعنوان یکی از روشهای اصلی شکلدهی فلزات، نقش بسیار مهمی در صنعت فولاد و تولید محصولات فولادی ایفا میکند. در این مسیر، انتخاب مواد اولیه باکیفیت و استاندارد، در کنار دسترسی به مشاورههای تخصصی، اهمیت زیادی دارد. فولاد حامیران بهعنوان یکی از تأمینکنندگان معتبر فولاد و محصولات نوردی در ایران، با ارائه خدمات تخصصی و محصولات باکیفیت، میتواند همراهی مطمئن برای مشتریان در این عرصه باشد.







