

تاثیر جوشکاری بر روند تولید
- اولاً، جوشکاری و اتصال چند وجهی است، هم از نظر تغییرات فرآیند (مانند بست، چسباندن چسب، لحیم کاری، جوشکاری قوس الکتریکی، اتصال انتشاری و جوش مقاومتی) و هم در رشتههای مورد نیاز برای حل مسئله (مانند مکانیک، مواد، علم فیزیک، شیمی، و الکترونیک). یک مهندس با آموزش غیرمعمول گسترده و عمیق مورد نیاز است تا این رشته ها را گرد هم آورد و آنها را به طور مؤثر در فرآیندهای مختلف جوشکاری به کار برد.
- ثانیاً، عیوب جوشکاری یا اتصال معمولاً در مراحل تولید بسیار زیاد است و به همان نسبت مقدار ضایعات مواد نیز بالا میباشد.
- سوم، درصد بسیار زیادی از خرابیهای محصول در اثر جوشکاری در اتصالات(joints) رخ میدهد، زیرا معمولاً بالاترین نقاط تنش نمونه در این قسمت قرار دارد و بنابراین ضعیفترین بخش آن مجموعه هستند. توجه دقیق به فرآیندهای تولید این قسمت میتواند تاثیرات بسزایی در اقتصاد تولید و قابلیت اطمینان محصول ایجاد کند.برای اطلاعات بیشتر درباره لوله ها می توانید به مقاله لوله مانیسمان چیست مراجعه نمایید.

آشنایی با فرایندهای جوشکاری
شدت منبع انرژی
یکی از ویژگی های متمایز همه فرایندهای جوشکاری ذوبی، شدت منبع حرارتی است که برای ذوب مایع استفاده می شود. تقریباً هر منبع گرمایی متمرکز در فرایندجوشکاری اعمال شده است. با این حال، بسیاری از ویژگی های هر نوع منبع گرمایی با شدت آن تعیین می شود. به عنوان مثال، وقتی یک منبع حرارت مسطح را در نظر می گیریم که در یک دال بسیار ضخیم پخش می شود، دمای سطح تابعی از چگالی توان سطح و زمان خواهد بود. شکل1: نشان می دهد که چگونه این دما در فولاد با چگالی توان که از 400 تا 8000 وات بر سانتی متر مربع متغیر است، تغییر میکند. در مقدار کمتر، 2 دقیقه طول میکشد تا سطح ذوب شود. اگر آن منبع گرما نقطه ای روی سطح صاف بود، جریان گرما واگرا میشد و ممکن بود فولاد را ذوب نکند. در عوض، فلز جامد میتواند گرما را به همان سرعتی که وارد میشود هدایت کند. به طور کلی مشخص شده است که چگالی توان منبع حرارتی تقریباً W/cm2 1000 برای ذوب بیشتر فلزات ضروری است. [caption id="attachment_94399" align="aligncenter" width="400"]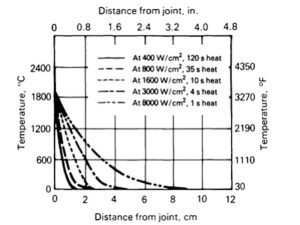 شکل 1) توزیع دما پس از یک زمان گرمایش خاص در یک صفحه فولادی ضخیم که به طور یکنواخت روی یک سطح به عنوان تابعی از شدت حرارت اعمال شده گرم می شود. دمای اولیه بشقاب 25 درجه سانتیگراد (77 درجه فارنهایت) است.[/caption]
[caption id="attachment_94739" align="aligncenter" width="400"]
شکل 1) توزیع دما پس از یک زمان گرمایش خاص در یک صفحه فولادی ضخیم که به طور یکنواخت روی یک سطح به عنوان تابعی از شدت حرارت اعمال شده گرم می شود. دمای اولیه بشقاب 25 درجه سانتیگراد (77 درجه فارنهایت) است.[/caption]
[caption id="attachment_94739" align="aligncenter" width="400"]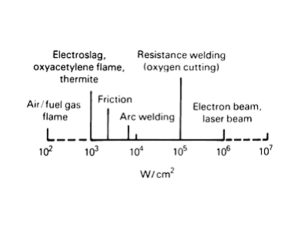 شکل 2) طیف شدت حرارت عملی مورد استفاده برای جوشکاری فیوژن[/caption]
این واقعیت که چگالی توان به طور معکوس با زمان اندرکنش منبع گرما بر روی ماده مرتبط است در شکل 1 مشهود است. از آنجا که این یک مشکل انتقال حرارت گذرا را نشان میدهد، می توان انتظار داشت که گرما تا عمقی که افزایش می یابد در فولاد پخش شود. به عنوان جذر زمان، یعنی از معادله انیشتین:
شکل 2) طیف شدت حرارت عملی مورد استفاده برای جوشکاری فیوژن[/caption]
این واقعیت که چگالی توان به طور معکوس با زمان اندرکنش منبع گرما بر روی ماده مرتبط است در شکل 1 مشهود است. از آنجا که این یک مشکل انتقال حرارت گذرا را نشان میدهد، می توان انتظار داشت که گرما تا عمقی که افزایش می یابد در فولاد پخش شود. به عنوان جذر زمان، یعنی از معادله انیشتین:
 برای منبع حرارت مسطح روی یک سطح فولادی، همانطور که در شکل 1 نشان داده شده است، زمان بر حسب ثانیه برای ایجاد ذوب روی سطح، tm، با:
برای منبع حرارت مسطح روی یک سطح فولادی، همانطور که در شکل 1 نشان داده شده است، زمان بر حسب ثانیه برای ایجاد ذوب روی سطح، tm، با:
فرایندهای جوشکاری و اتصال برای توسعه و تولید تقریباً هر محصولی ضروری میباشد. با این حال، به نظر میرسد که این فرایندها اغلب بخشهای بیشتری از هزینه تولید محصول را شامل میشوند و بیش از آنچه انتظار میرود، تاثیرات مستقیم بر روند تولید دارند که علل آن به شرح زیر است.







