عملیات حرارتی نرماله کردن (Normalizing) چیست؟
عملیات حرارتی نرماله کردن یا نرمالیزه (Normalizing)، یکی از فرآیندهای حیاتی در متالورژی است که با هدف همگنسازی ساختار دانه، ریزدانه کردن و بهبود خواص مکانیکی قطعات فولادی انجام میشود. در این فرآیند، فولاد تا دمایی بالاتر از دمای بحرانی گرم شده و سپس در هوای آرام خنک میشود تا تنشهای داخلی ناشی از ریختهگری یا فورج از بین برود.
با توجه به حساسیت این فرآیند در تولید قطعات صنعتی، کیفیت شمش اولیه نقش تعیینکنندهای دارد. از این رو، مهندسان پیش از شروع فرآیند تولید، همواره قیمت فولاد و مشخصات فنی آلیاژهای مختلف را بررسی میکنند تا بهینهترین متریال را برای عملیات حرارتی انتخاب کنند.
تفاوت نرماله کردن با آنیل کردن (Annealing) چیست؟
| ویژگی | نرماله کردن (Normalizing) | آنیل کردن (Full Annealing) |
|---|---|---|
| محیط خنککاری | هوای آزاد (آرام) | داخل کوره (بسیار آهسته) |
| ساختار نهایی | پرلیت ریزتر و یکنواخت | پرلیت درشت و نرم |
| سختی و استحکام | بالاتر | پایینتر (بسیار نرم) |
| هزینه و زمان | کمتر و سریعتر | بیشتر و طولانیتر |
| هدف اصلی | همگنسازی و بهبود خواص مکانیکی | رسیدن به حداکثر نرمی و قابلیت ماشینکاری |
مراحل دقیق عملیات نرماله کردن فولاد
این عملیات شامل سه گام فنی و حساس است:
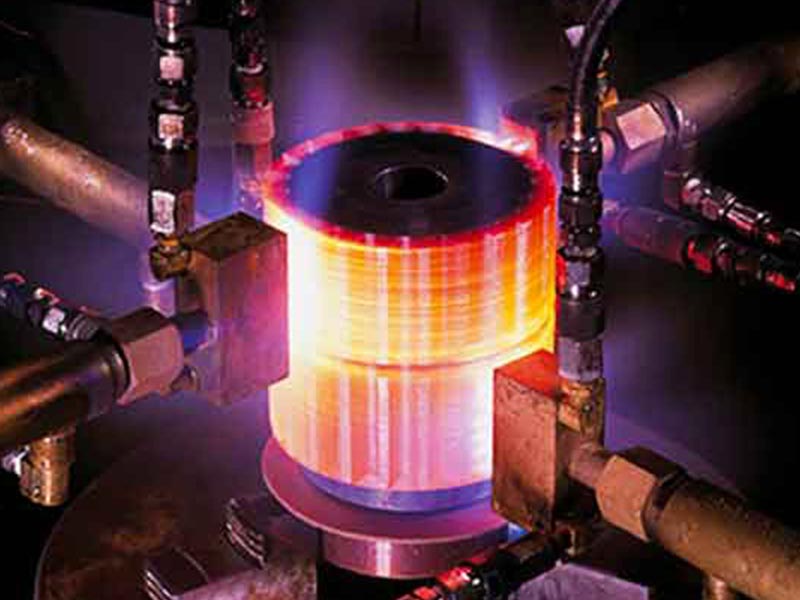
۱. گرمکردن تا دمای آستنیته (Heating)
در این مرحله، فولاد بسته به درصد کربن، حدود ۳۰ تا ۵۰ درجه سانتیگراد بالاتر از خطوط بحرانی (A3A_3A3 برای فولادهای هایپویوتکتوئید و AcmA_{cm}Acm برای فولادهای هایپریوتکتوئید) گرم میشود. دمای معمول بین ۸۵۰ تا ۹۵۰ درجه سانتیگراد متغیر است.
۲. نگهداری در دما (Soaking)
قطعه باید به مدت کافی در این دما بماند تا ساختار آن به طور کامل به آستنیت تبدیل شود. زمان نگهداری بستگی به ضخامت قطعه دارد.
۳. خنکسازی در هوا (Cooling)
تفاوت اصلی نرمالیزه با سایر روشها در این مرحله است. قطعه از کوره خارج شده و در معرض هوای آرام محیط قرار میگیرد. سرعت خنکشدن در هوا سریعتر از کوره است، به همین دلیل ساختار پرلیتی حاصل، ظریفتر و مستحکمتر از حالت آنیل خواهد بود.
چرا فولاد را نرماله میکنیم؟
استفاده از فولاد نرماله شده در صنایع حساس به دلایل زیر اهمیت دارد:
- اصلاح ساختار دانهبندی: از بین بردن دانههای درشتی که در اثر نورد گرم یا ریختهگری ایجاد شدهاند.
- بهبود قابلیت ماشینکاری: نرماله کردن باعث میشود سطح قطعه پس از تراشکاری صیقلیتر و با کیفیتتر باشد.
- افزایش خواص مغناطیسی: در فولادهای الکتریکی، نرمالیزه کردن به بهبود خواص مغناطیسی کمک میکند.
- تعدیل تنشهای پسماند: کاهش احتمال ترکخوردگی یا تغییر شکل قطعه در مراحل بعدی تولید.
انواع فولاد و تأثیر نرماله کردن بر آنها
انواع مختلفی از فولاد وجود دارند که هر یک به دلیل ترکیب شیمیایی خاص، رفتار متفاوتی در عملیات نرماله کردن از خود نشان می دهند. به عنوان مثال:
فولادهای کربنی: نرماله کردن این نوع فولادها باعث بهبود استحکام و سختی آنها می شود. فولادهای کربنی به دلیل داشتن محتوای کربن بالا، بعد از نرماله کردن، مقاومت بیشتری پیدا می کنند.
فولادهای کم آلیاژ: این نوع فولادها نیز با نرماله کردن، استحکام و مقاومت در برابر خوردگی بهتری پیدا می کنند. فولادهای کم آلیاژ به دلیل دارا بودن عناصر آلیاژی مختلف مانند کروم و منگنز، بعد از نرماله کردن، ساختار یکنواخت تر و مقاوم تری پیدا می کنند.
فولادهای پرآلیاژ: این نوع فولادها کمتر به عملیات نرماله کردن نیاز دارند اما در برخی کاربردهای خاص، نرماله کردن به بهبود خواص آن ها کمک می کند.
تأثیر عملیات نرماله کردن بر قیمت فولاد
عملیات نرماله کردن، به عنوان یک فرآیند حرارتی، بر هزینه های تولید فولاد تأثیرگذار است. با توجه به اینکه عملیات حرارتی شامل گرم کردن و خنک کردن فولاد در دماهای بالا است، این فرآیند نیازمند مصرف انرژی و تجهیزات خاص می باشد.
همچنین، افزایش کیفیت و بهبود خواص فولاد، قیمت آن را تحت تأثیر قرار می دهد. فولادهایی که عملیات نرماله کردن روی آن ها انجام می شود، معمولاً دارای کیفیت بالاتری هستند و بنابراین قیمت بالاتری نیز دارند. برای کاربردهای خاص که نیاز به فولاد با خواص مکانیکی ویژه دارند، پرداخت هزینه بیشتر برای فولاد نرماله شده می تواند منطقی و ضروری باشد.
تاثیر عملیات حرارتی بر قیمت نهایی قطعات
عملیات نرماله کردن به دلیل نیاز به مصرف انرژی و کنترل دقیق توسط اپراتور متخصص، هزینهای را به قیمت پایه ماده اولیه اضافه میکند. اما به دلیل افزایش طول عمر قطعه و کاهش هزینههای تعمیرات، در پروژههای بزرگ کاملاً اقتصادی است. برای اطلاع از هزینههای متریال پایه، میتوانید صفحه قیمت فولاد را به صورت روزانه دنبال کنید.
کاربردهای وسیع فولاد نرماله شده
- صنعت خودرو: شاتونها، اکسلها و قطعات سیستم تعلیق.
- صنعت نفت و گاز: لولههای تحت فشار و اتصالات فشار قوی.
- ساختمانسازی: تیرهای بزرگ فورج شده و قطعات اتصال پلها.
- تولید ابزار: پیشزمینه برای انجام عملیات حرارتی نهایی (سختکاری).
جمعبندی؛ آیا قطعه شما به نرمالهسازی نیاز دارد؟
اگر قطعه فولادی شما تحت فرآیندهایی مثل فورج، نورد گرم یا جوشکاریهای حجیم قرار گرفته است، ساختار میکروسکوپی آن قطعاً ناهمگن شده است. عملیات نرماله کردن مطمئنترین راه برای بازیابی سلامت ساختار فلز و تضمین عملکرد آن در شرایط سخت است.
فولاد حامیران با بهرهگیری از تجهیزات پیشرفته، آماده ارائه خدمات عملیات حرارتی و مشاوره تخصصی به صنایع میباشد.







