


مارتمپرینگ یکی از روشهای مهم عملیات حرارتی فولاد است که با هدف کاهش تنشهای داخلی، کنترل اعوجاج و جلوگیری از ترکخوردگی قطعات فولادی انجام میشود. این فرآیند در واقع نوعی کوئنچ ناپیوسته یا مرحلهای است که در آن فولاد پس از آستنیته شدن، بهجای سرد شدن مستقیم در آب یا روغن سرد، ابتدا در محیطی با دمای کنترلشده مانند نمک مذاب یا روغن داغ سرد میشود.
برای درک بهتر عملکرد این فرآیند، شناخت ساختارهای آستنیت و مارتنزیت در فولاد اهمیت زیادی دارد؛ زیرا در مارتمپرینگ، فولاد ابتدا به ساختار آستنیتی میرسد و سپس با سرد شدن کنترلشده، زمینه تشکیل مارتنزیت در آن فراهم میشود.
مراحل فرآیند مارتمپرینگ
فرآیند مارتمپرینگ بهطور کلی شامل چند مرحله اصلی است که کنترل دقیق هر یک از آنها برای دستیابی به سختی مناسب، کاهش تنشهای داخلی و جلوگیری از اعوجاج اهمیت زیادی دارد.
آستنیته کردن فولاد
در مرحله نخست، فولاد تا دمای آستنیته شدن گرم میشود تا ساختار آن به آستنیت تبدیل شود. انتخاب صحیح دمای آستنیته به نوع فولاد، درصد کربن، عناصر آلیاژی و کاربرد نهایی قطعه بستگی دارد. اگر این دما بهدرستی تنظیم نشود، ممکن است مشکلاتی مانند رشد بیش از حد دانهها، کاهش چقرمگی یا ایجاد سختی نامناسب به وجود آید.
کوئنچ مرحلهای
پس از آستنیته شدن، فولاد بهجای سرد شدن مستقیم در آب یا روغن سرد، وارد حمامی با دمای کنترلشده مانند نمک مذاب یا روغن داغ میشود. دمای این محیط معمولاً کمی بالاتر از دمای شروع تشکیل مارتنزیت یا در برخی موارد بلافاصله پس از آن انتخاب میشود. در این مرحله، قطعه بهسرعت تا دمای مورد نظر سرد میشود، اما تا دمای محیط پایین نمیآید. این روش باعث کاهش شوک حرارتی، کنترل تنشهای داخلی و کاهش احتمال ترکخوردگی میشود.
یکنواخت شدن دمای قطعه
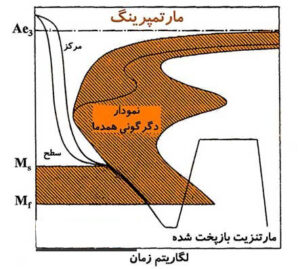
در ادامه، قطعه برای مدت مشخصی در همان حمام نگه داشته میشود تا دمای سطح و مرکز آن یکنواخت شود. این مرحله یکی از مهمترین بخشهای مارتمپرینگ است، زیرا اختلاف دمای زیاد میان بخشهای مختلف قطعه میتواند منجر به اعوجاج یا ترک شود. زمان نگهداری باید بهگونهای تنظیم شود که دمای قطعه به تعادل برسد، بدون آنکه ساختارهای ناخواستهای مانند پرلیت یا بینیت تشکیل شوند. به همین دلیل، در طراحی این فرآیند معمولاً از نمودارهای TTT یا CCT استفاده میشود.
سرد کردن نهایی و تشکیل مارتنزیت
پس از یکنواخت شدن دما، قطعه از حمام خارج شده و معمولاً در هوا سرد میشود. در این مرحله، ساختار مارتنزیتی در فولاد تشکیل میشود. مارتنزیت دارای سختی و استحکام بالاست، اما بهدلیل محبوس شدن اتمهای کربن در شبکه بلوری، ساختار آن بهصورت BCT در میآید و همین موضوع میتواند باعث افزایش شکنندگی و تنشهای داخلی شود.
تمپرینگ
پس از تشکیل مارتنزیت، معمولاً عملیات تمپرینگ انجام میشود. در این مرحله، فولاد تا دمایی نسبتاً بالا، معمولاً در محدوده ۲۰۰ تا ۶۰۰ درجه سانتیگراد، برای مدت زمان مشخصی گرم میشود. هدف از تمپرینگ، کاهش تنشهای داخلی، کاهش شکنندگی، افزایش چقرمگی و بهبود پایداری ابعادی قطعه است. با افزایش دمای تمپرینگ، معمولاً سختی فولاد کاهش مییابد، اما در مقابل چقرمگی و مقاومت آن در برابر شکست افزایش پیدا میکند.
در توصیف مراحل مارتمپرینگ بر اساس نمودار TTT، فولاد در مرحله سرد شدن اولیه میتواند تا بلافاصله قبل از دمای شروع تشکیل مارتنزیت یا بلافاصله پس از آن بهسرعت سرد شود. حالت دوم که در آن قطعه تا کمی پایینتر از دمای شروع مارتنزیت سرد میشود، با عنوان مارتمپرینگ اصلاحشده شناخته میشود.
مزایای مارتمپرینگ
مارتمپرینگ به دلیل کنترل بهتر فرآیند سرد شدن، مزایای زیادی در مقایسه با کوئنچ مستقیم دارد. مهمترین مزایای این روش عبارتاند از:
- کاهش اعوجاج: به دلیل یکنواخت شدن دمای سطح و مرکز قطعه، احتمال تاببرداشتن و تغییر شکل کاهش مییابد.
- کاهش ترکخوردگی: کنترل تنشهای حرارتی باعث میشود ریسک ترک در قطعات حساس کمتر شود.
- افزایش سختی و استحکام: تشکیل ساختار مارتنزیتی باعث افزایش سختی و مقاومت مکانیکی فولاد میشود.
- بهبود چقرمگی پس از تمپرینگ: با انجام تمپرینگ مناسب، قطعه علاوه بر سختی بالا، مقاومت به ضربه بهتری پیدا میکند.
- مناسب برای قطعات پیچیده و حساس: این روش برای قطعاتی که دقت ابعادی و سلامت ساختاری در آنها اهمیت دارد، گزینه مناسبی است.
کاربردهای مارتمپرینگ در صنعت
مارتمپرینگ در صنایع مختلفی استفاده میشود؛ بهویژه در قطعاتی که باید هم سختی و استحکام بالا داشته باشند و هم در برابر شکست و تغییر شکل مقاوم باشند.
مهمترین کاربردهای مارتمپرینگ عبارتاند از:
- قطعات خودرو مانند چرخدنده، شفت، محور، فنر و اجزای انتقال قدرت
- ابزارهای صنعتی مانند قالبها، پانچها، ابزارهای برش و قطعات مقاوم به سایش
- قطعات صنایع نفت و گاز مانند شیرآلات، اتصالات، اجزای پمپ و قطعات تحت فشار
- قطعات هوافضا که به استحکام بالا و پایداری ابعادی نیاز دارند
- قطعات ماشینآلات صنعتی که تحت تنش، ضربه یا سایش قرار میگیرند
عوامل مؤثر بر کیفیت مارتمپرینگ
کیفیت نهایی قطعه در فرآیند مارتمپرینگ به عوامل مختلفی وابسته است. انتخاب نادرست پارامترها میتواند باعث کاهش سختی، افزایش شکنندگی، ترکخوردگی یا تغییر شکل قطعه شود.
ترکیب شیمیایی فولاد
میزان کربن و عناصر آلیاژی مانند کروم، مولیبدن، نیکل، منگنز و وانادیوم تأثیر زیادی بر سختیپذیری فولاد دارند. فولادهایی که سختیپذیری بالاتری دارند، معمولاً گزینه مناسبتری برای مارتمپرینگ هستند.
دمای آستنیته کردن
دمای آستنیته باید متناسب با نوع فولاد انتخاب شود. دمای بیش از حد بالا میتواند باعث رشد دانه و کاهش چقرمگی شود، در حالی که دمای پایین ممکن است آستنیته شدن کامل را ایجاد نکند.
دمای حمام مارتمپرینگ
دمای حمام نمک یا روغن داغ باید بهدقت کنترل شود. این دما معمولاً نزدیک به دمای شروع تشکیل مارتنزیت انتخاب میشود تا قطعه بدون ایجاد شوک حرارتی شدید سرد شود.
زمان نگهداری در حمام
زمان نگهداری باید به اندازهای باشد که دمای سطح و مرکز قطعه یکنواخت شود. نگهداری بیش از حد میتواند باعث تشکیل ساختارهای ناخواسته و کاهش کیفیت نهایی شود.
سرعت سرد شدن نهایی
سرعت سرد شدن پس از خروج قطعه از حمام نیز بر سختی، تنش داخلی و ساختار نهایی فولاد اثر میگذارد. این مرحله باید براساس ابعاد قطعه، نوع فولاد و خواص مورد انتظار تنظیم شود.
تفاوت مارتمپرینگ با کوئنچ مستقیم
در کوئنچ مستقیم، فولاد پس از آستنیته شدن بهسرعت در محیطی مانند آب، روغن یا پلیمر سرد میشود. این روش باعث تشکیل سریع مارتنزیت میشود، اما به دلیل اختلاف دمای زیاد بین سطح و مرکز قطعه، احتمال ترکخوردگی و اعوجاج در آن بیشتر است.
در مقابل، مارتمپرینگ با ایجاد یک مرحله توقف دمایی، دمای قطعه را یکنواخت میکند و سپس اجازه میدهد مارتنزیت با تنش کمتر تشکیل شود. به همین دلیل، این روش برای قطعات حساس، بزرگ یا دارای شکل پیچیده مناسبتر است.
مقایسه مارتمپرینگ با سایر روشهای عملیات حرارتی
مارتمپرینگ تنها یکی از روشهای عملیات حرارتی فولاد است و انتخاب آن باید با توجه به نوع قطعه، شرایط کاری و خواص مورد انتظار انجام شود.
در مقایسه با کوئنچ و تمپر، مارتمپرینگ اعوجاج و تنش کمتری ایجاد میکند. در مقایسه با آستمپرینگ، ساختار نهایی مارتمپرینگ عمدتاً مارتنزیتی است، در حالی که آستمپرینگ معمولاً برای تشکیل ساختار بینیتی استفاده میشود. همچنین فرآیندهایی مانند کربوره کردن، نیتراسیون و نیتروکربوراسیون بیشتر روی سختی سطحی اثر دارند، اما مارتمپرینگ ساختار حجمی قطعه را تحت تأثیر قرار میدهد.
استاندارد مارتمپرینگ
استاندارد های این روش، مجموعه قوانین و دستورالعمل هایی هستند که برای انجام صحیح و موثر این فرآیند تعیین شده اند. این استاندارد ها، پارامتر های مختلفی مانند دمای گرمایش، دمای کوئنچ، دمای تمپرینگ، مدت زمان تمپرینگ، سرعت خنک سازی و نوع محیط خنک سازی را مشخص می کنند.
رعایت این استاندارد ها، به تولید کنندگان کمک می کند تا کیفیت و یکنواختی محصول را تضمین کرده و از بروز مشکلات و عیوب جلوگیری کنند. برخی از استاندارد های مهم برای این روش عبارتند از:
- ASTM A252: این استاندارد برای عملیات حرارتی فولاد های کربنی و آلیاژی استفاده می شود.
- ISO 6508: این استاندارد برای عملیات حرارتی فولاد های ابزارسازی استفاده می شود.
- EN 10065: این استاندارد برای عملیات حرارتی فولاد های ضد زنگ استفاده می شود.
- JIS G 4101: این استاندارد برای عملیات حرارتی فولاد های ساختمانی استفاده می شود.
انتخاب متریال و اجرای صحیح مارتمپرینگ
برای رسیدن به بهترین نتیجه در مارتمپرینگ، انتخاب متریال مناسب اهمیت زیادی دارد. نوع فولاد، درصد کربن، عناصر آلیاژی، ابعاد قطعه، سختی مورد انتظار و شرایط کاری باید پیش از اجرای عملیات حرارتی بررسی شوند.
در صورتی که فولاد یا پارامترهای فرآیند بهدرستی انتخاب نشوند، قطعه ممکن است دچار ترک، اعوجاج، شکنندگی یا کاهش عمر کاری شود. به همین دلیل، استفاده از خدمات تخصصی عملیات حرارتی میتواند نقش مهمی در کیفیت نهایی محصول داشته باشد.
خدمات عملیات حرارتی حامیران به روش بهلر میتواند برای انتخاب متریال مناسب، کنترل دقیق فرآیند و دستیابی به خواص مکانیکی مطلوب در قطعات فولادی مورد استفاده قرار گیرد.








