
تخلخل
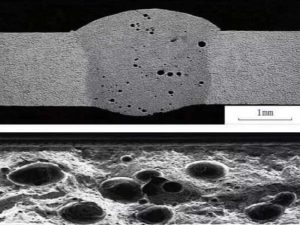
تخلخل یک عیب رایج در جوشکاری است که به شکل حفره ها یا حفره های ریز در داخل فلز جوش ظاهر می شود. این حفره ها معمولاً ناشی از حبس گازهایی مانند هیدروژن، نیتروژن یا رطوبت در فرآیند جوشکاری هستند. تخلخل می تواند منجر به ضعف جوش و کاهش ظرفیت باربری آن شود. علل به وجود آمدن:- رطوبت: وجود رطوبت در مواد اولیه یا سطح الکترود.
- محبوس شدن گاز: خروج ناچیز گاز در هنگام جوشکاری.
- استفاده از الکترود نامناسب: انتخاب نادرست الکترود می تواند به ایجاد تخلخل منجر شود.
ترک ها
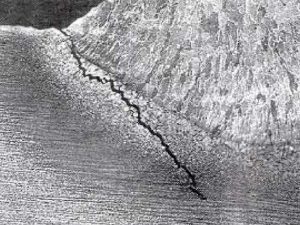
ترک ها به شکستگی های موجود در فلز جوش یا فلز پایه اطراف آن اشاره دارند و می توانند به اشکال مختلفی مانند ترک های طولی، عرضی یا دهانه ای دیده شوند. این عیوب معمولاً به دلیل عوامل متعددی مانند سرد شدن سریع، تنش بیش از حد یا مواد پرکننده ناکافی به وجود می آیند. علل به وجود آمدن:- تنش های حرارتی: تغییرات ناگهانی دما می تواند باعث ترک خوردن شود.
- عدم یکنواختی در مواد: وجود ناپیوستگی در ترکیب شیمیایی می تواند ترک ها را ایجاد کند.
- کیفیت پایین مواد پرکننده: استفاده از مواد پرکننده نامناسب می تواند به ایجاد ترک منجر شود.
همجوشی یا نفوذ ناقص
همجوشی ناقص زمانی رخ می دهد که فلز جوش به اندازه کافی با فلز پایه یا پاس جوش قبلی ذوب نشود. همچنین عدم نفوذ به عمق ناکافی جوش در فلز پایه اشاره دارد. این دو عیب می توانند باعث ضعیف شدن اتصال جوش و منجر به شکست ساختاری شوند. علل به وجود آمدن: تنظیمات نامناسب جوشکاری: انتخاب نادرست پارامترهای جوشکاری مانند ولتاژ و جریان می تواند به این عیوب منجر شود. عدم تمیزی سطح: آلودگی سطحی می تواند مانع از ذوب کافی شود. سرعت جوشکاری زیاد: سرعت زیاد می تواند مانع از نفوذ کافی شود.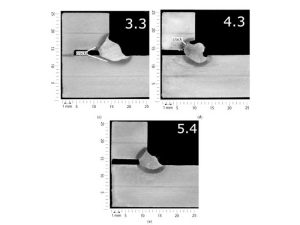
بریدگی یا Undercut
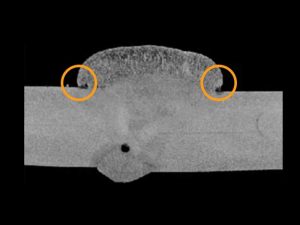
بریدگی، که به عنوان Undercut نیز شناخته می شود، فرورفتگی شیار مانندی در امتداد لبه های مهره جوش است. این عیب معمولاً ناشی از گرمای بیش از حد یا تکنیک جوشکاری نامناسب است. وجود بریدگی می تواند سطح مقطع جوش را کاهش دهد و استحکام آن را به خطر بیندازد. علل به وجود آمدن:- گرمای بیش از حد: حرارت نامناسب در حین جوشکاری می تواند باعث بریدگی شود.
- تکنیک جوشکاری نادرست: استفاده نادرست از ابزار یا عدم تسلط بر تکنیک های جوشکاری.
- سرعت حرکتی نادرست: حرکت نامناسب در حین جوشکاری می تواند به بریدگی منجر شود.

برآمدگی یا overlap و overfill
برآمدگی، که به عنوان Overhanging نیز شناخته می شود، زمانی رخ می دهد که فلز جوش فراتر از شیار یا مهره جوش اصلی گسترش یابد. Overfill به رسوب بیش از حد فلز جوش و ایجاد یک سطح برجسته اشاره دارد. هر دو عیب می توانند جوش را ضعیف کنند و ممکن است نیاز به سنگ زنی یا کار مجدد داشته باشند. علل به وجود آمدن:- استفاده از مواد جوش بیش از حد: پر کردن بیش از اندازه حوضچه جوش.
- تنظیمات نامناسب جوشکاری: ولتاژ یا جریان نامناسب در فرآیند جوشکاری که موجب چسبیدن الکترود به قطعه کار و به وجود آمدن دفرمگی یا برامدگی میشود.
- تکنیک جوشکاری ضعیف: استفاده نادرست از ابزارها یا تکنیک های جوشکاری.
پاشش
پاشش جوش به قطرات ریز فلز مذاب اشاره دارد که در حین جوشکاری بر روی سطح اطراف می پاشند. این پدیده نه تنها ظاهر جوش را مختل می کند بلکه می تواند منجر به بی نظمی و آلودگی سطحی نیز شود. علل به وجود آمدن: تنظیمات نامناسب جوشکاری: ولتاژ یا جریان زیاد می تواند به پاشش منجر شود. مواد اولیه نامناسب: استفاده از مواد با کیفیت پایین ممکن است موجب پاشش شود. تکنیک جوشکاری نادرست: حرکت نادرست الکترود در حین جوشکاری.جلوگیری از عیوب جوشکاری
- آموزش و صدور گواهینامه
- مواد با کیفیت
- کنترل شرایط جوشکاری
- پارامترهای جوشکاری مناسب
- بازرسی و آزمایش







