
پوشش الکترودهای جوشکاری یکی از عوامل کلیدی در تعیین کیفیت جوش و عملکرد آنها در پروژههای صنعتی است. ترکیبات مختلف پوششها برای کاربردهای متفاوت طراحی شدهاند و علاوه بر تأثیر مستقیم بر کیفیت جوش، در قیمت الکترود نیز نقش مهمی دارند. انتخاب صحیح نوع پوشش میتواند ماندگاری اتصال، سرعت اجرا و کارایی فرآیند جوشکاری را بهبود دهد.
نقش پوشش الکترود جوشکاری SMAW
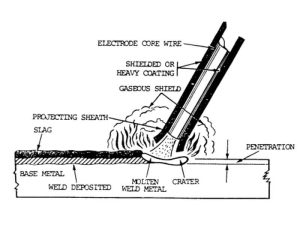
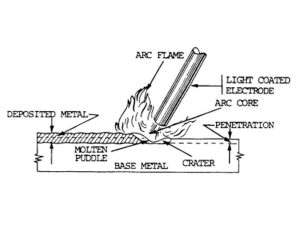
در فرآیند جوشکاری قوسی دستی (SMAW)، فلز مذاب در تماس مستقیم با هوا قرار می گیرد و امکان واکنش با اکسیژن و نیتروژن وجود دارد. این واکنش ها منجر به اکسیداسیون و کاهش کیفیت جوش می شوند. پوشش الکترود با سوختن در اثر حرارت قوس، گازها و سرباره ای ایجاد می کند که از فلز مذاب محافظت کرده و کیفیت جوش را تضمین می کند.
پوشش الکترود وظایف مهمی بر عهده دارد، از جمله:
- محافظت از فلز مذاب در برابر گازهای اتمسفری مانند اکسیژن و نیتروژن
- تشکیل سرباره و ایجاد لایه ای محافظ روی سطح جوش
- تثبیت قوس الکتریکی و ایجاد قوس پایدار
- بهبود خواص مکانیکی جوش با افزودن عناصر آلیاژی مانند کروم، نیکل یا مولیبدن
- کنترل انتقال قطرات فلز و بهبود ظاهر سطح جوش
تاثیر پوشش در الکترود جوشکاری
پوشش الکترود تأثیرات زیادی بر ویژگی ها و کیفیت جوش دارد. این پوشش که به عنوان یک لایه محافظ عمل می کند، نقش های مختلفی ایفا می کند:
- محافظت از فلز جوش: پوشش الکترود از فلز جوش در برابر گازهای اتمسفری مانند اکسیژن و نیتروژن محافظت می کند و از اکسیداسیون و آلاینده های محیطی جلوگیری می کند.
- تثبیت قوس الکتریکی: مواد موجود در پوشش الکترود به تثبیت قوس الکتریکی کمک کرده و باعث ایجاد قوس پایدارتر می شود، که در نتیجه فرآیند جوشکاری را دقیق تر و کنترل شده تر می کند.
- کاهش پاشش: پوشش های مناسب میزان پاشش فلز را کاهش می دهند و به جوشکار کمک می کنند جوش تمیزتری ایجاد کند.
- کنترل عمق نفوذ قوس: پوشش الکترود می تواند عمق نفوذ قوس را کنترل کند، که برای اتصالات بحرانی و پروژه های صنعتی اهمیت زیادی دارد.
- بهبود سرعت رسوب فلز: برخی ترکیبات در پوشش الکترود به افزایش سرعت رسوب فلز کمک می کنند، که در پروژه هایی با نیاز به حجم بالای جوش بسیار مفید است.
- تغییر ترکیب شیمیایی جوش: پوشش ها می توانند مواد آلیاژی را به فلز جوش اضافه کنند که خواص مکانیکی جوش مانند مقاومت به خوردگی و استحکام کششی را بهبود می بخشند.
- ایجاد سرباره محافظ: پوشش الکترود پس از ذوب شدن، سرباره ای روی سطح جوش ایجاد می کند که از فلز مذاب در برابر اکسیداسیون محافظت می کند. این سرباره پس از سرد شدن به راحتی قابل برداشتن است و سطح نهایی جوش را صاف و یکنواخت می کند.
به طور کلی، انتخاب نوع مناسب پوشش برای الکترود می تواند به طور مستقیم بر کیفیت، کارایی و ظاهر نهایی جوش تأثیر بگذارد و به همین دلیل، در صنایع مختلف جوشکاری توجه ویژه ای به این موضوع می شود.
ترکیبات پوشش الکترود
پوشش الکترودها از ترکیبات مختلفی تشکیل می شوند که هر یک نقش ویژه ای دارند:
- سلولز و ترکیبات آلی: تولید گازهای محافظ (CO₂ و H₂) برای جلوگیری از نفوذ هوا
- کربنات ها و اکسیدها: کنترل واکنش های شیمیایی در حوضچه مذاب
- اکسید تیتانیوم (TiO₂): تشکیل سرباره یکنواخت و پایدارسازی قوس
- فرومنگنز و فروسیلیس: جلوگیری از اکسیداسیون و تأمین عناصر آلیاژی
- فلوراید کلسیم: بهبود حفاظت از قوس و کاهش ناخالصی ها
- سیلیکات ها: ایجاد انسجام و چسبندگی در پوشش
- پودر آهن: افزایش سرعت رسوب فلز در جوشکاری های حجیم
- عناصر آلیاژی (مانند Ni، Cr، Mo): افزایش مقاومت به خوردگی و استحکام کششی
هر کدام از این ترکیبات با دقت و بر اساس نیازهای خاص جوشکاری انتخاب می شوند تا به خواص مطلوبی در جوش دست پیدا کنند. نوع و مقدار این ترکیبات می تواند بر اساس کاربرد الکترود در صنایع مختلف تغییر کند و به همین دلیل، انتخاب الکترود مناسب باید با توجه به نیازهای پروژه انجام شود.

انواع پوشش الکترود
پوشش روتیلی (Rutile)
این پوشش که عمدتاً از اکسید تیتانیوم تشکیل شده است، قوس نرم و پایدار ایجاد می کند. جوش به دست آمده سطحی صاف و یکنواخت دارد و سرباره آن به راحتی جدا می شود. الکترودهای روتیلی برای ورق های نازک، کارهای عمومی و اغلب موقعیت های جوشکاری مناسب هستند.
پوشش اسیدی (Acid)
پوشش های اسیدی حاوی اکسیدهای آهن و منگنز هستند. آن ها نفوذ خوبی ایجاد می کنند و سطح جوش صاف است، اما به دلیل تولید گاز زیاد امروزه کمتر مورد استفاده قرار می گیرند.

پوشش بازی / قلیایی (Basic / Low Hydrogen)
این پوشش شامل آهک و فلورایدها است و میزان هیدروژن بسیار کمی در جوش باقی می گذارد. به همین دلیل مقاومت اتصال در برابر ترک بالا می رود و خواص مکانیکی بهبود می یابد. این الکترودها برای فولادهای پرکربن، آلیاژی و سازه های سنگین بهترین انتخاب هستند.
پوشش سلولزی (Cellulosic)
این پوشش از مواد آلی مانند سلولز ساخته شده و هنگام سوختن حجم زیادی گاز تولید می کند. قوس نافذ و پرحرارت آن برای جوشکاری خطوط لوله و موقعیت های عمودی یا سربالا بسیار مناسب است.
پوشش ترکیبی (Mixed)
برخی الکترودها از ترکیب روتیلی، قلیایی و سلولزی ساخته می شوند تا مجموعه ای از خواص مفید مانند قوس پایدار، سرعت رسوب بالا و مقاومت مکانیکی مناسب را فراهم کنند.

انتخاب پوشش مناسب
انتخاب پوشش الکترود به عوامل مختلفی بستگی دارد:
- فولادهای پرکربن یا آلیاژی: استفاده از الکترودهای قلیایی کم هیدروژن
- کارهای عمومی و سبک: الکترودهای روتیلی
- خطوط لوله و جوشکاری عمودی یا سربالا: الکترودهای سلولزی
- اتصالات حساس به ترک: الکترودهای قلیایی با کنترل دقیق رطوبت
- جوشکاری قطعات صنعتی با مقاومت بالا در برابر سایش: الکترود روکشی سخت

استانداردهای الکترود
- ISO 2560: استاندارد الکترودهای فولاد کربنی و کم آلیاژ
- ISO 3581: استاندارد الکترودهای فولاد ضدزنگ
- ISO 18273: استاندارد الکترودهای آلومینیومی و آلیاژهای آلومینیوم

چرا انتخاب پوشش اهمیت دارد؟
انتخاب درست پوشش الکترود تأثیر مستقیمی بر کیفیت و دوام جوش دارد. این انتخاب می تواند باعث:
- افزایش استحکام و کیفیت اتصال
- کاهش هزینه های تعمیر و دوباره کاری
- بهبود سرعت و بهره وری پروژه
- افزایش مقاومت سازه در برابر عوامل محیطی شود
خرید الکترود با کیفیت از فولاد حامیران
برای تضمین کیفیت جوش و اطمینان از اصالت کالا، خرید الکترود جوشکاری تنها از نمایندگی های معتبر اهمیت بالایی دارد. فولاد حامیران به عنوان یکی از تأمین کنندگان اصلی بازار فولاد و تجهیزات جوشکاری، انواع الکترودهای جوشکاری را با پوشش های متنوع، استانداردهای بین المللی و ضمانت اصالت عرضه می کند. خرید از فولاد حامیران این امکان را به شما می دهد تا علاوه بر تضمین کیفیت مواد مصرفی، از مشاوره تخصصی در انتخاب الکترود مناسب برای هر نوع جوشکاری بهره مند شوید و بهترین نتیجه را در پروژه های صنعتی و ساختمانی خود به دست آورید.







