


وره قوس الکتریکی (Electric Arc Furnace) که به اختصار EAF نامیده میشود، یکی از مهمترین تجهیزات در صنعت فولادسازی مدرن است. این کوره با استفاده از قوس الکتریکی بین الکترودهای گرافیتی و مواد شارژ شده در کوره، حرارت بسیار بالایی تولید کرده و امکان ذوب فلزات مختلف بهویژه فولاد را فراهم میکند.
امروزه بسیاری از کارخانههای فولادسازی برای تولید فولاد از قراضه آهن و آهن اسفنجی از کورههای قوس الکتریکی استفاده میکنند. به همین دلیل نوسانات قیمت فولاد و مواد اولیه مانند قراضه و آهن اسفنجی تأثیر مستقیمی بر هزینه تولید در این روش دارند.
در این کورهها یک حمام مذاب در داخل محفظه نسوز ایجاد میشود و الکترودهای کربنی از سقف کوره وارد محفظه شده و با ایجاد قوس الکتریکی، دمایی بسیار بالا برای ذوب فلزات تولید میکنند.
ساخت کوره قوس الکتریکی
ابداع کوره قوس الکتریکی به سال ۱۸۷۸ میلادی بازمیگردد. این فناوری توسط مهندس فرانسوی پل هرو (Paul Héroult) توسعه داده شد. البته پیش از آن، ایده ایجاد قوس الکتریکی برای ذوب فلزات توسط فردریش زیمنس (Friedrich Siemens) مطرح شده بود، اما هرو توانست آن را به شکل عملی در صنعت پیادهسازی کند.
در طراحی اولیه این کورهها از برق سه فاز استفاده میشد. در این سیستم:
- جریان برق از طریق الکترودها وارد کوره میشود
- سپس از طریق حمام مذاب عبور میکند
- در نهایت به الکترودهای دیگر منتقل میشود
این فرآیند باعث تولید حرارت بسیار بالا در داخل کوره میشود و در عین حال فرسایش مواد نسوز کوره را به حداقل میرساند.
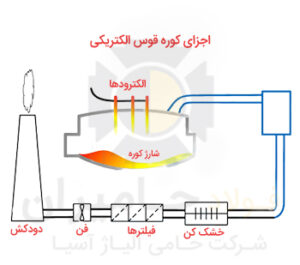
اجزای اصلی کوره قوس الکتریکی
کورههای قوس الکتریکی از بخشهای مختلفی تشکیل شدهاند که هر کدام نقش مهمی در فرآیند ذوب دارند:
۱. الکترودهای گرافیتی
این الکترودها وظیفه انتقال جریان الکتریکی و ایجاد قوس را بر عهده دارند.
۲. ترانسفورماتور کوره
ترانسفورمر انرژی الکتریکی را به ولتاژ و جریان مناسب برای ایجاد قوس الکتریکی تبدیل میکند.
۳. محفظه نسوز کوره
بدنه داخلی کوره با مواد نسوز پوشانده میشود تا بتواند دمای بسیار بالا را تحمل کند.
۴. سیستم شارژ مواد
مواد اولیه شامل قراضه فولادی، آهن اسفنجی، فروآلیاژها و افزودنیهای مختلف از این بخش وارد کوره میشوند.
مواد اولیه مورد استفاده در کوره قوس الکتریکی
در فرآیند ذوب با EAF چند ماده اولیه نقش اصلی دارند:
قراضه فولادی
مهمترین ماده اولیه در این روش است و کیفیت آن تأثیر زیادی بر عملکرد کوره دارد.
آهن اسفنجی
برای تنظیم ترکیب شیمیایی و افزایش کیفیت فولاد مورد استفاده قرار میگیرد.
فروآلیاژها
این مواد برای رسیدن به ترکیب شیمیایی مطلوب فولاد به مذاب اضافه میشوند.
فروکربنها
به عنوان اکسیژنزدا در فرآیند ذوب استفاده میشوند.
انتخاب نادرست قراضه ممکن است باعث شکستن الکترودها یا سرریز شدن مذاب شود، به همین دلیل کنترل کیفیت مواد اولیه اهمیت زیادی دارد.
انواع کوره های قوس الکتریکی
کورههای قوس الکتریکی از نظر نحوه عبور جریان الکتریکی به دو نوع اصلی تقسیم میشوند.
کوره قوس الکتریکی مستقیم
در این نوع کوره قوس الکتریکی بین الکترود و مواد شارژ شده ایجاد میشود. این نوع کوره در مدلهای زیر ساخته میشود:
- تک الکترود
- دو الکترود
- سه الکترود
مدل سه الکترود رایجترین نوع در فولادسازی است و برای تولید فولاد در ظرفیتهای بالا استفاده میشود. دمای این کورهها میتواند به حدود ۴۰۰۰ درجه سانتیگراد برسد.
کوره قوس الکتریکی غیر مستقیم
در این نوع کوره قوس الکتریکی بین دو الکترود ایجاد میشود و حرارت تولید شده به مواد شارژ منتقل میشود.
این روش بیشتر برای ذوب فلزات غیرآهنی یا چدن کاربرد دارد.

نحوه عملکرد کوره قوس الکتریکی
فرآیند ذوب در کوره قوس الکتریکی شامل چند مرحله اصلی است.
- شارژ مواد اولیه
قراضه فولادی و آهن اسفنجی داخل کوره ریخته میشوند.
- ایجاد قوس الکتریکی
الکترودها به سمت پایین حرکت کرده و قوس الکتریکی ایجاد میشود.
- تشکیل حمام مذاب
با افزایش دما، مواد اولیه ذوب شده و یک حمام مذاب تشکیل میشود.
- تنظیم ترکیب شیمیایی
فروآلیاژها و افزودنیها برای رسیدن به ترکیب مورد نظر اضافه میشوند.
- تخلیه مذاب
پس از رسیدن دمای مذاب به حدود ۱۵۵۰ درجه سانتیگراد، فولاد مذاب از کوره تخلیه میشود.
در این فرآیند، حرکت نوسانی الکترودها باعث کنترل طول قوس و تنظیم حرارت داخل کوره میشود.
کاربرد کوره قوس الکتریکی در صنعت
کورههای قوس الکتریکی به دلیل بازدهی بالا در تبدیل انرژی الکتریکی به حرارت کاربرد گستردهای در صنعت فولاد دارند.
امروزه حدود ۳۰ درصد فولاد جهان با استفاده از این کورهها تولید میشود.
از جمله محصولات تولید شده با این روش میتوان به موارد زیر اشاره کرد:
- میلگرد
- ناودانی
- تسمه
- میلههای فولادی
- فولادهای آلیاژی
- فولادهای مورد استفاده در صنعت خودرو
برخی از گریدهای فولادی مانند فولاد MO40 و فولاد CK45 نیز با استفاده از این روش تولید میشوند.
همچنین مطالعه مقاله مقدمه ای بر فرآیندهای BOF و کوره قوس الکتریکی میتواند درک بهتری از جایگاه این فناوری در صنعت فولادسازی ایجاد کند.

تفاوت کوره قوس الکتریکی و کوره بلند
کوره قوس الکتریکی و کوره بلند دو فناوری مهم در تولید فولاد هستند اما تفاوتهای اساسی دارند.
کوره قوس الکتریکی (EAF)
- استفاده از قراضه فولاد یا آهن اسفنجی
- منبع انرژی: برق
- نیاز به سرمایهگذاری اولیه کمتر
- فضای مورد نیاز کمتر
- تولید آلودگی کمتر
کوره بلند (Blast Furnace)
- استفاده از سنگ آهن و کک
- تولید آهن خام با کربن بالا
- سرمایهگذاری بسیار زیاد
- انتشار CO2 بیشتر
- مناسب برای تولید انبوه در مجتمعهای بزرگ فولادسازی
برای بررسی عمیقتر مشکلات این فناوری میتوانید مقاله چالشهای کوره قوس الکتریکی در صنعت فولاد را مطالعه کنید.

استانداردهای مرتبط با کوره قوس الکتریکی
در صنعت فولادسازی رعایت استانداردهای مختلف برای ایمنی و کیفیت تولید ضروری است.
برخی از مهمترین استانداردهای مرتبط با کورههای قوس الکتریکی عبارتند از:
- ISO 13578 – الزامات ایمنی کورهها
- ISO 50001 – مدیریت انرژی
- ISO 14001 – مدیریت زیست محیطی
- ISO 9001 – مدیریت کیفیت
- IEC 60519 – تجهیزات حرارتی الکتریکی
- IEEE 1020 – تجهیزات حفاظت الکتریکی
رعایت این استانداردها باعث بهینهسازی فرآیند تولید و افزایش ایمنی کارخانهها میشود.
نکات مهم در نگهداری کوره قوس الکتریکی
نگهداری صحیح کورههای قوس الکتریکی برای افزایش عمر تجهیزات و جلوگیری از توقف تولید اهمیت زیادی دارد.
مهمترین نکات نگهداری عبارتند از:
- انجام بازرسیهای دورهای تجهیزات
- بررسی وضعیت نسوزهای داخلی کوره
- کنترل و تعویض به موقع الکترودها
- بررسی عملکرد سیستم خنککننده
- مدیریت صحیح مواد اولیه و ضایعات
- ثبت و تحلیل دادههای تعمیر و نگهداری
اجرای این اقدامات باعث افزایش بهرهوری، کاهش مصرف انرژی و افزایش ایمنی تجهیزات خواهد شد.
جمعبندی
کوره قوس الکتریکی یکی از مهمترین فناوریهای مدرن در صنعت فولادسازی محسوب میشود. این کورهها با استفاده از قوس الکتریکی قادرند دماهای بسیار بالا ایجاد کرده و فولاد را از قراضه یا آهن اسفنجی تولید کنند.
به دلیل بازدهی بالا، مصرف انرژی کمتر و آلودگی کمتر نسبت به کوره بلند، استفاده از این فناوری در بسیاری از کارخانههای فولاد جهان رو به افزایش است. با پیشرفت سیستمهای کنترل و اتوماسیون، کورههای قوس الکتریکی به یکی از ستونهای اصلی صنعت فولاد تبدیل شدهاند.
در این میان، زنجیره تأمین مواد اولیه و مشاوره تخصصی نقشی کلیدی در موفقیت کارخانههای فولاد ایفا میکند. فولاد حامیران با تکیه بر سالها تجربه و ارائه سبد کاملی از محصولات تخصصی، از جمله انواع فولادهای صنعتی، آلیاژی و ساختمانی، سهم ویژهای در چرخه تولید کشور دارد. فولاد حامیران نه تنها در تأمین مواد اولیه باکیفیت برای صنایع پیشرو است، بلکه با ارائه خدمات مشاوره فنی و پشتیبانی تخصصی، به تولیدکنندگان کمک میکند تا ضمن انتخاب متریال مناسب (مانند فولادهای MO40 و CK45)، بهرهوری فرآیندهای تولید خود را به حداکثر رسانده و کیفیت نهایی محصول را تضمین نمایند.








